Understanding Colour Difference: What is Delta E
In industries where colour consistency is critical — from packaging and textiles to plastics, coatings, and automotive — Delta E (ΔE) is the number that quantifies how close colours really are. It transforms subjective visual judgements such as “too pale” or “slightly off” into precise, traceable data.
A ΔE value can be the difference between a product that passes inspection and one that is rejected as “not quite right”. It allows colour quality control teams to quickly understand colour difference, communicate tolerances, and prevent costly errors across global supply chains.
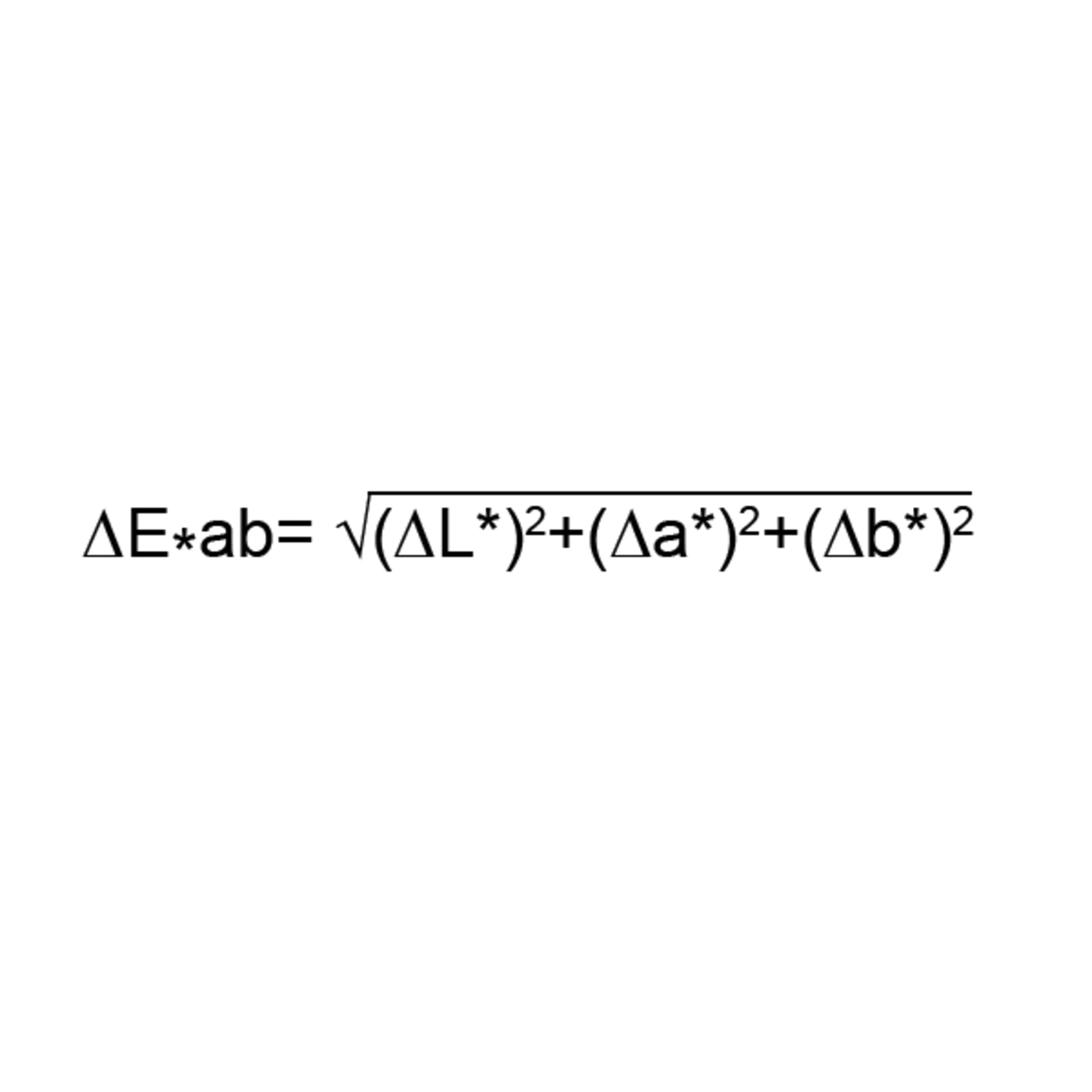
What exactly is ΔE? And why is it essential for colour management in modern manufacturing?