
Test optiques des écrans pour l'automobile
Cet article (initialement en allemand pour la publication all-Electronics en 2019) explique ce qui est important lorsque les développeurs veulent remettre un écran automobile de haute qualité à leurs collègues sur le terrain d'essai d'une manière pratique.
Test optiques des écrans pour l'automobile
Les tests rigoureux des technologies des écrans, qui sont courants dans l'électronique grand public en matière de développement, de production et d'assurance qualité, devraient également être utilisés dans l'industrie automobile. Cependant, les procédures utilisées jusqu'à présent et l'utilisation de simples caméras de traitement d'images ne sont souvent pas à la hauteur de la tâche.
Les écrans utilisés dans les automobiles se développent rapidement. Non seulement la taille et la résolution augmentent constamment, permettant, par exemple, que des diagonales de 15,6 pouces avec des résolutions de 1920 × 1200 pixels se retrouvent dans la gamme moyenne.
Les écrans incurvés et les écrans de forme libre se trouvent désormais également dans les automobiles. En plus des écrans LCD, qui ont longtemps dominé le marché, de nouvelles technologies comme les écrans OLED, les affichages tête haute (HUD) et, dans un avenir proche, les micro-LED font leur apparition. Lors de l’évaluation de la qualité d’image, les systèmes utilisés avec succès jusqu’à présent atteignent souvent leurs limites. Par exemple, les experts déterminent généralement l’homogénéité de la luminance et de la couleur d’un écran en mesurant à neuf endroits, mais cela ne répond pas aux exigences d’uniformité des écrans haute résolution si l’on souhaite exclure un « effet de nuage » sur l’image.
Pour pouvoir détecter des inhomogénéités encore plus petites, il est indispensable d’utiliser une solution par caméra. Cela est pris en compte par la norme Black Mura du groupe de travail des constructeurs automobiles au DFF (German Flat Display Forum), qui préconise l’utilisation de caméras de luminance pour évaluer les écrans de haute qualité, avec une résolution de caméra qui devrait être au moins aussi grande que celle de l’écran. Mais cela seul ne suffit pas. La caméra et le logiciel doivent répondre à des conditions de base pour pouvoir travailler de manière fiable, précise, rapide et avec un minimum d’effort en laboratoire et dans la production automatisée. Cet article ne détaille pas les appareils de mesure ponctuelle, tels que les spectroradiomètres, qui permettent des mesures de luminance et de couleur de haute précision, car ceux-ci ne permettent une caractérisation globale des écrans qu’avec beaucoup d’effort. Alors, à quoi faut-il prêter attention lors du choix d’un système de mesure basé sur caméra ?
Figure 1
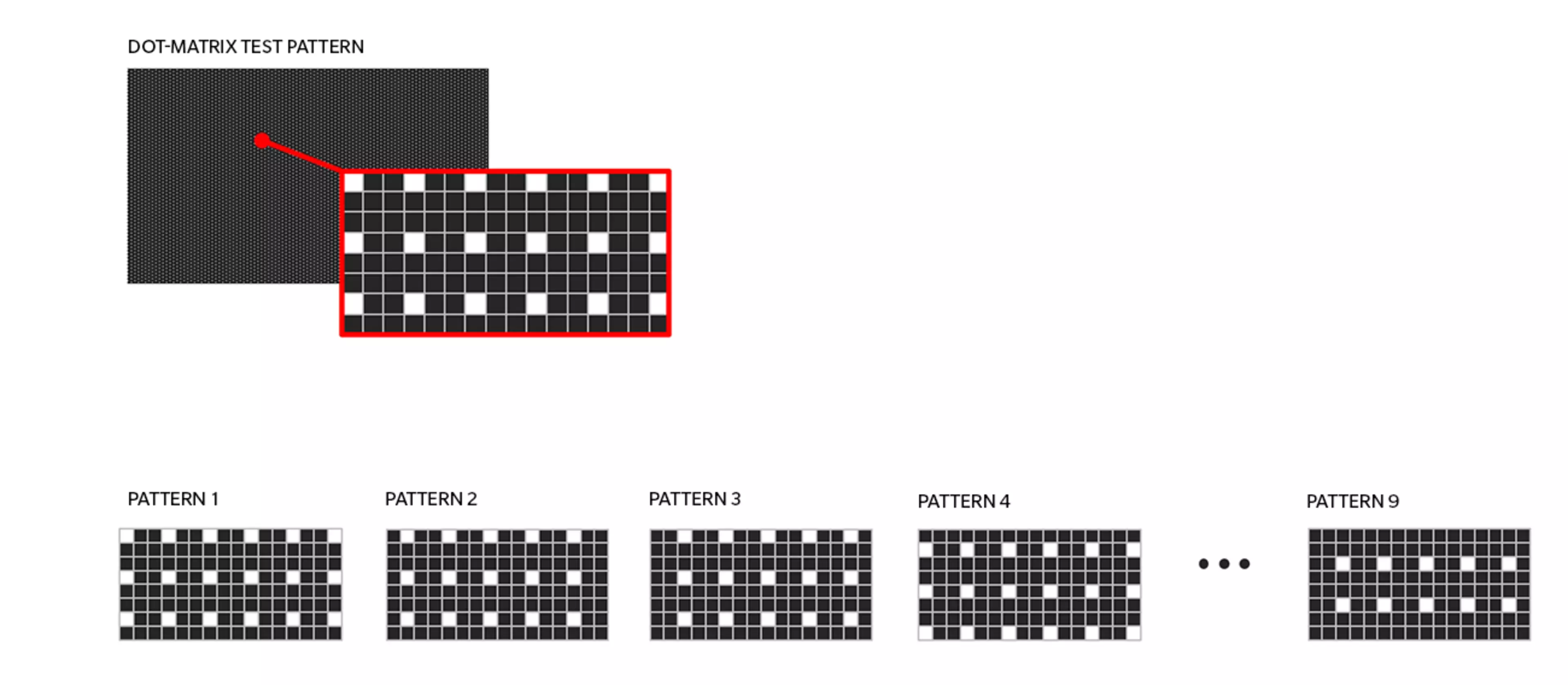
Figure 1 : Les motifs de test individuels diffèrent en fonction des pixels contrôlés de manière lumineuse ou sombre. Dans cet exemple, 9 motifs de test sont nécessaires, mesurés successivement de manière à ce que chaque pixel soit contrôlé une fois de manière lumineuse.
Sélection du système de mesure
L'idée d'utiliser des caméras de traitement d'image semble évidente, car elles sont relativement peu coûteuses. Cependant, comme il s'agit de vérifier le respect des tolérances précises de luminance et de couleur des écrans, ces caméras sont exclues en raison de l'absence d'une calibration exacte. Une calibration utilisateur de ces systèmes est à envisager avec prudence, car elle ne serait valable que pour un spectre lumineux qui doit être strictement respecté. Les caméras de mesure de luminance et de couleur dédiées, dotées de filtres de couleur de haute qualité, sont donc clairement préférables.
Une caméra de mesure de luminance et de couleur calibrée, avec une puce CCD refroidie par effet Peltier, surpassera une caméra de traitement d'image en éliminant l'instabilité thermique, qui provoque des fluctuations des valeurs mesurées en fonction de la température ambiante. Le refroidissement de la puce de la caméra présente également l'avantage de réduire le bruit thermique, ce qui augmente la plage dynamique et a un effet positif, surtout lors de la mesure d'images de test sombres. Même des contrastes très élevés peuvent encore être caractérisés avec précision.
Figure 2
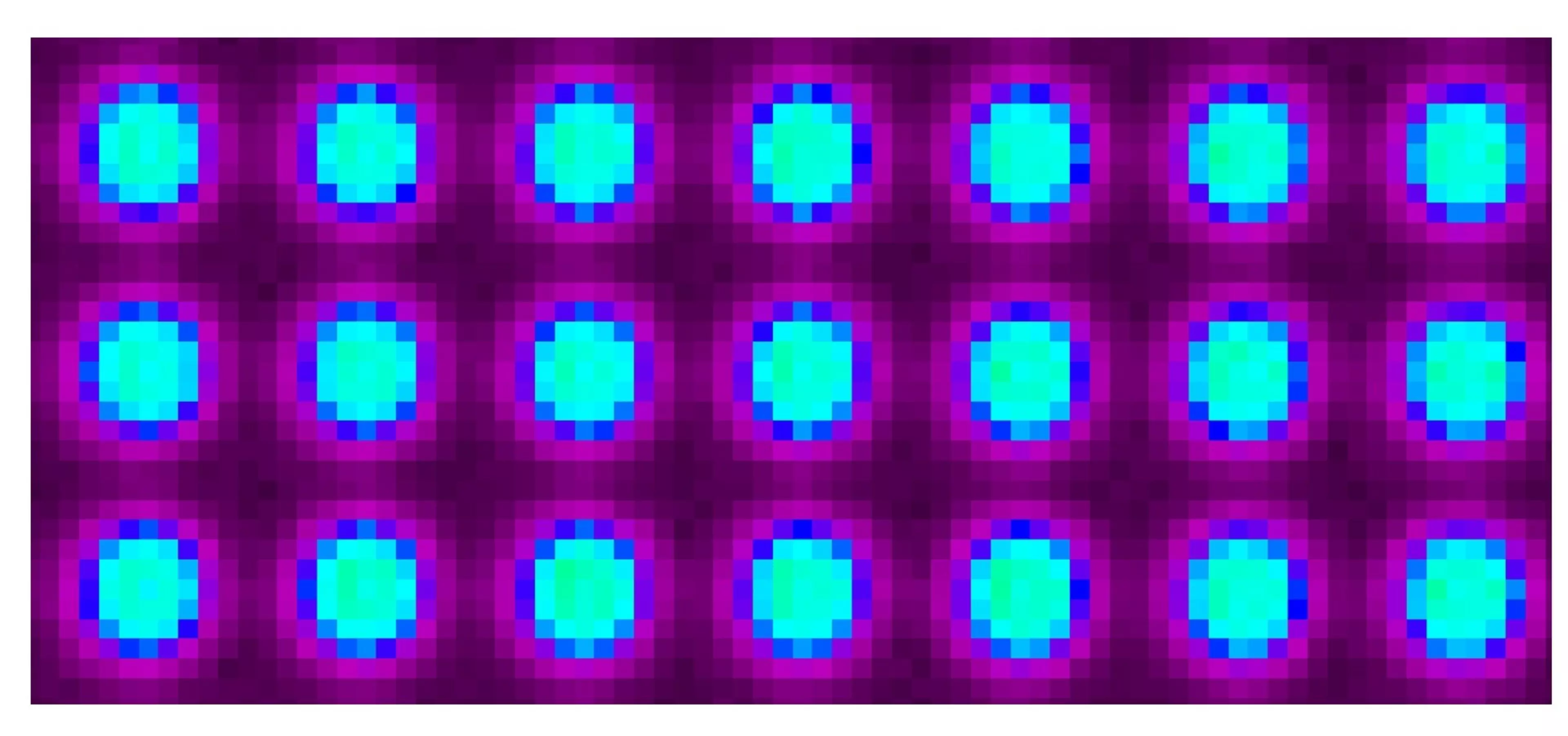
Figure 2 : Dans le motif matriciel de points défocalisés, les petits pixels lumineux se transforment en plus grandes « taches de lumière », permettant ainsi à de nombreux pixels CCD de la caméra de mesurer la luminance et la couleur.
Données clés
Le meilleur écran – quel que soit le type – est de peu d'utilité s'il ne peut pas être correctement testé. Cet article explique ce qui est important lorsque les développeurs souhaitent transmettre un écran automobile de haute qualité à leurs collègues du domaine des tests de manière pratique. Seule une solution système adaptée permet de réellement mettre en œuvre les objectifs du développement en production.
Un autre point qui joue en défaveur de l’utilisation des caméras de traitement d'image est la taille généralement petite des pixels des puces CCD, ce qui entraîne un rendement quantique médiocre. Cela réduit considérablement la probabilité qu'un photon génère un signal électronique. L'expérience montre qu'une longueur d'arête des pixels de 5 μm ou plus donne déjà de très bons résultats.
Écran
Même si une caméra dispose d'une large plage dynamique, il peut être nécessaire d'intégrer un filtre de densité neutre dans le chemin optique dans le cadre d'une séquence de test à haute luminance afin d'éviter la saturation du CCD. Il serait fastidieux de devoir utiliser une solution manuelle ou externe dans un test automatisé, c'est pourquoi il est idéal que la caméra dispose déjà d'une roue de filtre supplémentaire avec un ou plusieurs filtres de densité neutre de différentes intensités, contrôlée via le logiciel.
Figure 3
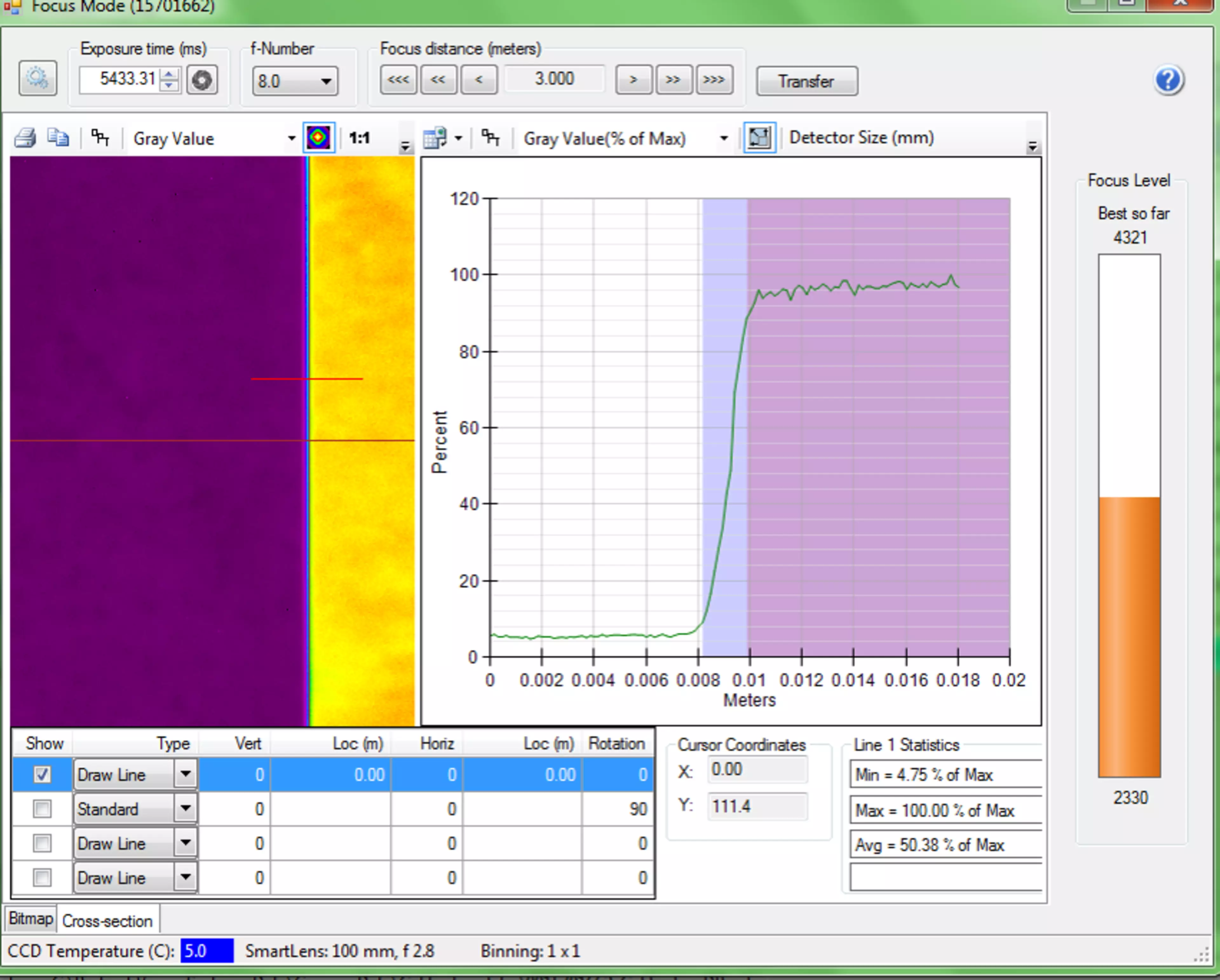
Image 3 : À gauche, une transition sombre-lumineuse est affichée en fausses couleurs sur l'écran, telle que vue par la caméra. À droite, un profil de ligne de la luminosité relative à travers la frontière sombre-lumineuse. L'objectif est mis au point jusqu'à ce que le profil de ligne soit le plus abrupt possible, et le logiciel utilise cela pour déterminer la distance de l'image virtuelle.
Avec l'augmentation de la résolution des écrans à tester, les caméras de mesure de luminance et de couleur doivent également être améliorées. Afin d'identifier les défauts de pixels individuels ou même les erreurs de sous-pixels, une caméra de mesure de luminance et de couleur très sensible doit avoir au moins deux à trois pixels de caméra par pixel ou sous-pixel de l'écran. Pour réaliser cela avec une caméra de traitement d'image, il faudrait un nombre de pixels de caméra nettement plus élevé.
La technologie et le logiciel spécialement conçus permettent d’identifier de manière fiable les défauts de pixels individuels même avec une caméra de mesure de luminance et de couleur dont la résolution est inférieure à celle de l’écran testé. Une séquence d’images de test en matrice de points est affichée sur l’écran, utilisant la méthode dite des pixels espacés (Figure 1). Idéalement, le logiciel fonctionne entièrement automatiquement, affiche les images de test directement sur l'écran, déclenche les images individuelles et combine les images obtenues de cette manière en une image globale synthétique qui contient tous les défauts de pixels présents. Le programme identifie et documente les erreurs de manière autonome.
Un autre avantage de cette méthode est que l’objectif de la caméra peut être volontairement flouté (Figure 2) afin de pouvoir utiliser autant de pixels de caméra que possible par pixel de l’écran. Cela augmente considérablement le nombre de pixels CCD pouvant être utilisés pour la mesure, et donc la précision de la mesure. Toute légère interférence de moiré peut également être défocalisée et ne constitue donc généralement plus une source d’erreur.
Caméras haute résolution
L’évaluation globale des résultats de l’écran résulte d’une combinaison de liens « et-ou » des résultats individuels. Le système transfère les données prédéfinies directement dans le rapport. Bien que la détection de défauts de pixels et même de sous-pixels soit possible avec des caméras de résolution inférieure, les caméras haute résolution de 16, 29 ou même 43 mégapixels représentent la solution la plus optimale. Par exemple, le temps de cycle peut être un facteur limitant, en particulier dans l’assurance qualité en production automatisée. Si, par exemple, des erreurs de sous-pixels doivent être détectées avec une caméra de résolution inférieure en utilisant une matrice de 3×3 points, neuf prises de vue sont nécessaires pour chacune des trois couleurs primaires rouge, vert et bleu, ce qui correspond à un total de 27 images avec le temps nécessaire pour les enregistrements et les transferts de données. Des tests supplémentaires, tels que la recherche de rayures sur la surface de l’écran ou la détection d’inclusions comme des particules de poussière ou des bulles d’air entre les couches laminées d’un écran, nécessitent également les plus hautes résolutions ainsi qu’une très grande plage dynamique.
Figure 4
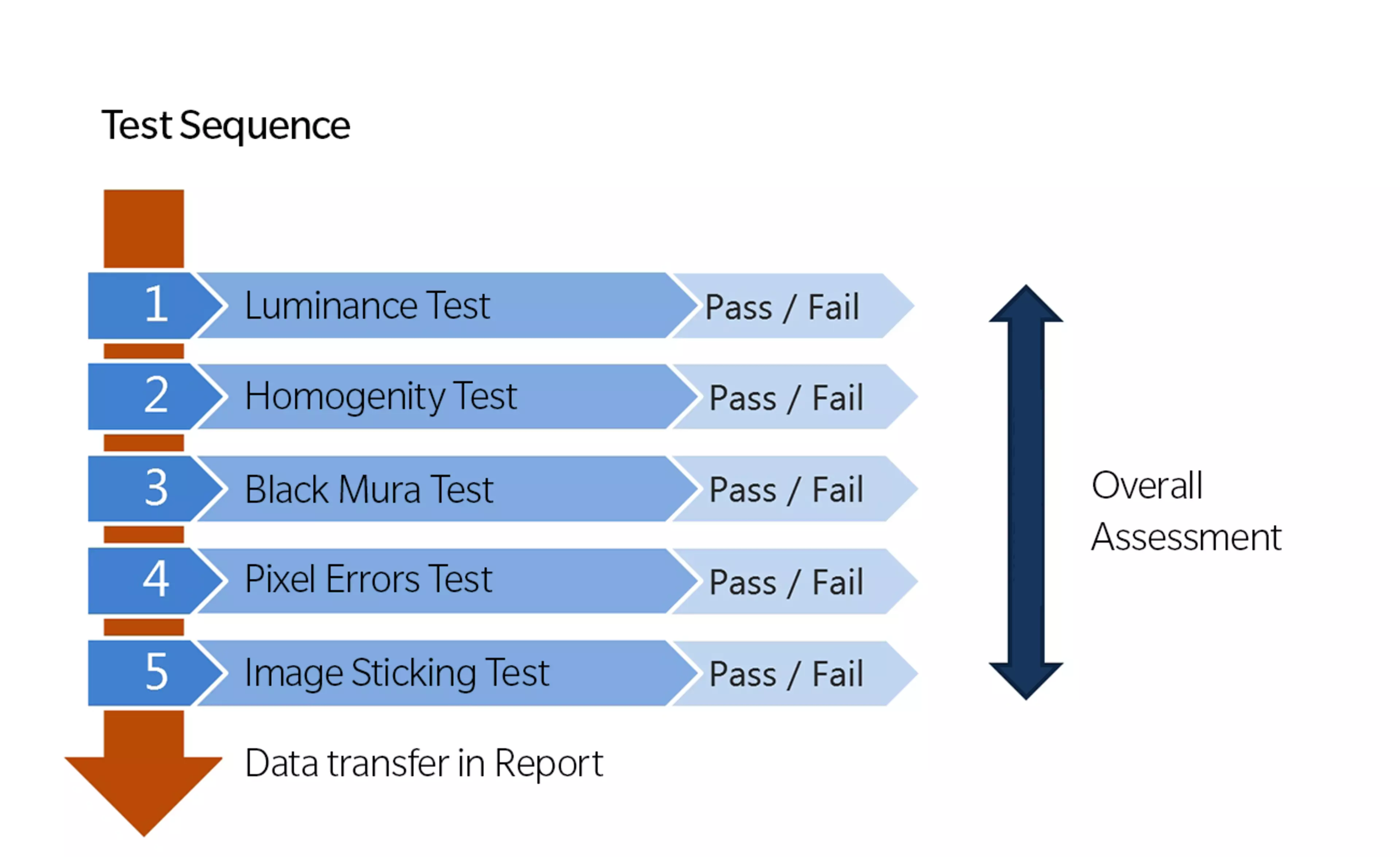
Figure 4 : Cinq tests individuels sont effectués successivement, chacun donnant un résultat de « réussi » ou « échec ». L'évaluation globale de l'écran résulte d'une combinaison « et/ou » des résultats individuels. Les données prédéfinies sont incluses dans un rapport.
Lentilles électroniques
En ce qui concerne les lentilles utilisées dans les caméras de mesure de luminance et de couleur des fabricants renommés, les aberrations optiques sont généralement maintenues dans des limites étroites. De plus, elles peuvent généralement être presque complètement compensées par des mesures de calibration appropriées, y compris la distorsion en coussin des lentilles à courte focale. Les lentilles ajustables électroniquement présentent de nombreux avantages. Tout d’abord, le fabricant peut calibrer les systèmes de caméra de manière entièrement automatique pour une variété de distances de mesure. En revanche, les lentilles manuelles sont généralement calibrées pour seulement quelques distances de mesure sélectionnées (par exemple, minimum, milieu et maximum) en raison de l’effort manuel requis. En cas de distances de mesure réelles différentes, le logiciel doit interpoler entre ce petit nombre de points de support.
Dans la production automatisée, d'autres inconvénients affectent l’utilisateur. Par exemple, les écrans incurvés et de forme libre, mais aussi les interfaces homme-machine (MMI), sur lesquelles des symboles rétroéclairés en relief ou en creux doivent être examinés en plus d’un écran, nécessitent souvent une mise au point sur différents niveaux. Cela est facile à réaliser avec des lentilles électroniques, tandis que les lentilles manuelles nécessitent, quant à elles, un mécanisme de déplacement de la caméra ou de l'objet testé.
Les lentilles électroniques sont particulièrement avantageuses lorsqu'il s'agit de déterminer la distance d'image virtuelle dans les HUD. Une fonction de mise au point automatique rend cela possible de la manière la plus simple (Fig. 3). Un changement d'ouverture peut également être nécessaire au cours d'un test d'écran, par exemple, pour ajuster la profondeur de champ ou la sensibilité à la lumière pour différentes prises de vue. Si cela se fait avec une simple commande logicielle, les tests automatisés peuvent être grandement facilités.
Distances focales
Considérées isolément, les distances focales des lentilles ont peu de signification en termes de tailles de champ de vision réalisables lorsqu'on compare différentes caméras. Bien que le champ de vision augmente avec la diminution de la distance focale de la lentille, les dimensions de la puce CCD déterminent également de manière significative la taille du champ de vision, et dans les caméras de mesure de luminance et de couleur, il existe de nombreuses tailles de CCD différentes. Même les CCD avec le même nombre de pixels peuvent avoir des tailles globales très différentes en raison des différentes tailles de pixels.
Cela explique pourquoi le fabricant A spécifie un champ de vision de 282 mm × 236 mm (longueur d'arête des pixels de 3,45 μm) pour une caméra de mesure de luminance et de couleur de 5 mégapixels avec une lentille de 28 mm pour une distance de mesure de 1 m, tandis que le fabricant B spécifie un champ de vision de 537 mm × 403 mm pour sa caméra de 8 mégapixels avec une lentille de 35 mm pour la même distance de mesure, soit plus de trois fois plus grand (longueur d'arête des pixels de 5,5 μm). Si la distance de mesure pour un écran de taille définie est limitée, il est judicieux de demander au fournisseur de la caméra de calculer ce qui est réalisable pour une taille d’écran donnée, la distance de mesure disponible et la résolution de la caméra requise.
Figure 5
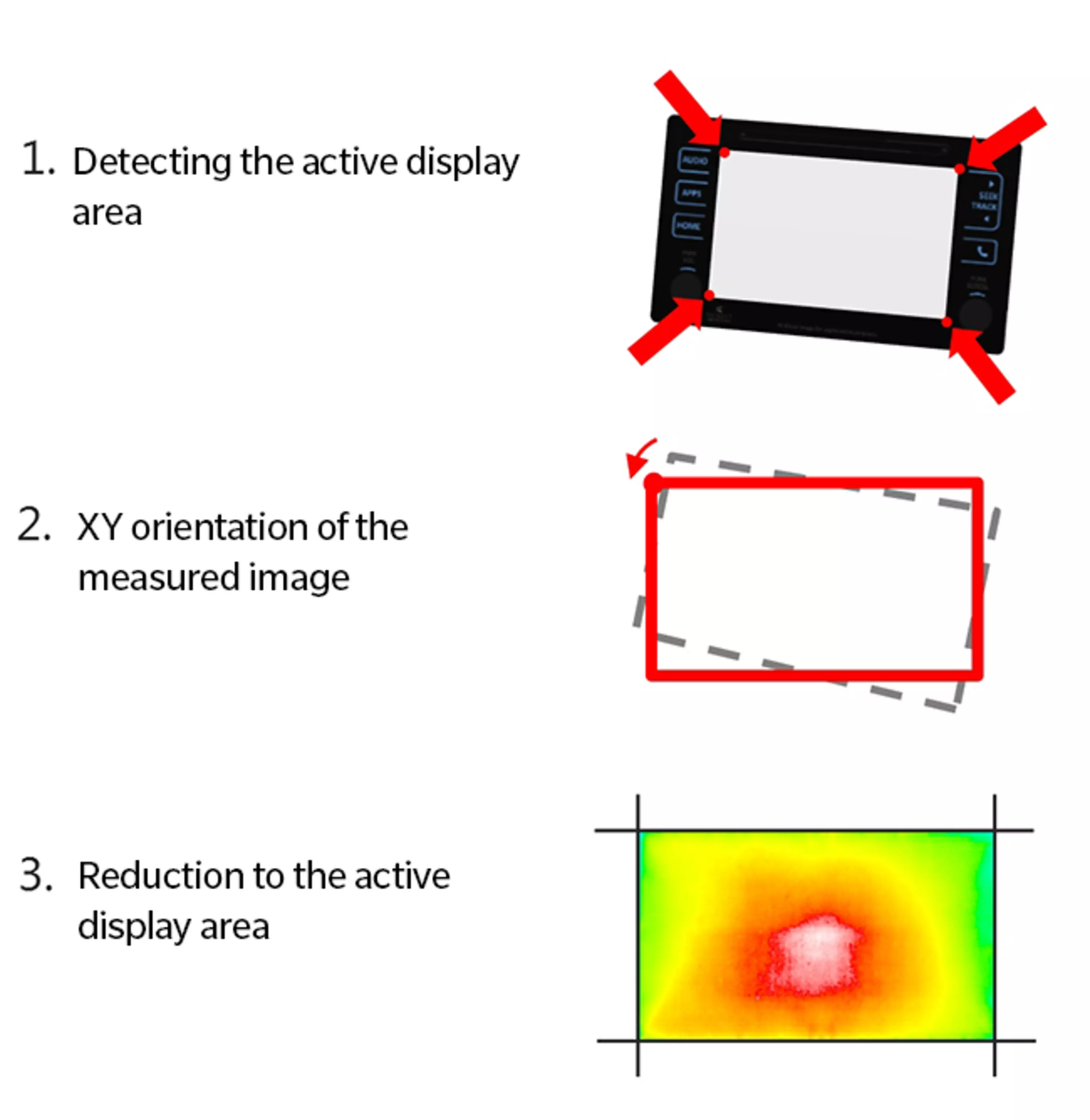
Figure 5 : Le logiciel détecte automatiquement les coins de l’écran, ajuste l’orientation de l’écran à l’image horizontale et élimine les zones d’image qui dépassent de l’écran. Cela est effectué avec une précision reproductible et un impact minimal sur les valeurs mesurées.
Logiciel
Les logiciels pour les caméras de mesure de luminance et de couleur sont désormais très complets en termes d’options d’évaluation. Parmi les exemples, on trouve des profils de ligne pouvant suivre des contours, des représentations en fausses couleurs et quasi-3D des valeurs mesurées, ainsi que la reconnaissance et la vérification des symboles pour la taille, la couleur et la luminance correctes. Un assistant guidant l’utilisateur à travers le test Black Mura mentionné précédemment est également souvent disponible. Les utilisateurs en développement et en assurance qualité, qui doivent résoudre des tâches d’analyse variées, peuvent utiliser ces outils pour caractériser rapidement les écrans, les MMI et les tableaux de bord, et documenter directement les résultats obtenus.
Il existe des kits de développement logiciel (SDK) pour les mesures et évaluations récurrentes, mais aussi pour l'intégration en production automatisée. Cependant, seuls très peu de fabricants proposent actuellement une suite logicielle complète pour les tests d'écrans automatisés. Idéalement, l’utilisateur peut utiliser un système de contrôle de séquence pour définir une séquence de test complète qui se déroule automatiquement (Figure 4).
Il est ainsi possible de paramétrer entièrement chaque test de la séquence, incluant la sélection des images de test depuis une bibliothèque. Le programme diffuse ensuite les images au moment requis et peut également contrôler l’écran, le MMI ou le tableau de bord via différentes interfaces si nécessaire. Les paramètres pour un "succès" ou un "échec" des tests peuvent aussi être définis. Lors du test des erreurs de pixels, par exemple, il peut s'agir du nombre maximal de pixels ou sous-pixels « morts » ou « bloqués » ainsi que du nombre maximal d'erreurs de pixels directement adjacents.
Bien sûr, une suite logicielle devient d’autant plus attrayante qu’elle automatise plus d’outils pour l’utilisateur. Par exemple, il est possible d'utiliser le traitement d'image pour détecter l'orientation de l'écran par rapport à la caméra, en tenir compte et éliminer les zones de l'image de la caméra qui ne font pas partie de l'écran (Figure 5). Cela élimine le besoin d'un alignement exact de l'écran par rapport à la caméra, ce qui peut considérablement réduire les efforts dans la construction de l'équipement de test, en particulier pour les tests automatisés. Cela rend également le travail en laboratoire beaucoup plus facile.
Suppression du moiré
Un autre outil utile est la suppression automatique mathématique du moiré, c'est-à-dire l'élimination des interférences entre la résolution de la caméra et celle de l'écran enregistré (Fig. 6). Nous connaissons également cet effet dans les images télévisées de motifs fins, par exemple sur une chemise. Dans le test d'écran, de tels artefacts empêchent naturellement une évaluation des homogénéités et compliquent la détection de petits défauts, comme des inclusions ou des pixels morts. Contrairement aux méthodes conventionnelles telles que le floutage volontaire, l'inclinaison de l'écran ou l'augmentation de la distance entre la caméra et l'écran, les petits défauts restent visibles et le champ de vision complet de la caméra peut encore être utilisé pour enregistrer l'écran.
Conclusion
En plus de tous les points mentionnés concernant la caméra, la lentille et le logiciel, qui sont judicieusement pris en compte lors du choix d'un système pour le test des écrans, il est également important de penser à l'implémentation en laboratoire ou en production automatisée dès le début, car il est essentiel de prendre en compte les interfaces spécifiées, les protocoles de communication et les formats de données. Le fournisseur du système doit être en mesure de fournir un support aussi complet que nécessaire. Si les tests peuvent ensuite être configurés avec le fournisseur dans le cadre de l'installation et de la formation, les plus grands obstacles devraient être surmontés.
