
Testy wyświetlaczy optycznych dla branży motoryzacyjnej
Ten artykuł wyjaśnia, co jest ważne, gdy programiści chcą przekazać wysokiej jakości wyświetlacz samochodowy swoim kolegom w dziedzinie testów w praktyczny sposób.
Testowanie wyświetlaczy optycznych dla branży motoryzacyjnej
Rygorystyczne testowanie technologii wyświetlaczy, które jest powszechne w elektronice użytkowej w zakresie rozwoju, produkcji i zapewniania jakości, powinno być również stosowane w przemyśle motoryzacyjnym. Jednak dotychczasowe procedury i wykorzystanie prostych kamer do przetwarzania obrazu często nie spełniają tego zadania.
Wyświetlacze stosowane w samochodach szybko się rozwijają. Nie tylko rozmiar i rozdzielczość stale rosną, tak że na przykład przekątne 15,6 cala z rozdzielczością 1920 × 1200 pikseli trafiają do średniej klasy.
Zakrzywione wyświetlacze i wyświetlacze o dowolnym kształcie można teraz znaleźć również w samochodach. Oprócz wyświetlaczy LCD, które od dawna dominują, pojawiają się nowe technologie, takie jak OLED, wyświetlacze head-up (HUD), a w niedalekiej przyszłości mikro-LED. Oceniając jakość obrazu, systemy, które były z powodzeniem stosowane do tej pory, często osiągają swoje granice. Na przykład, eksperci zwykle określają jednorodność luminancji i koloru wyświetlacza, mierząc je w dziewięciu lokalizacjach, ale nie spełnia to wymagań dotyczących jednorodności wyświetlaczy o wysokiej rozdzielczości, jeśli chcą wykluczyć "zachmurzenie" obrazu.
Aby móc uchwycić jeszcze mniejsze niejednorodności, nie można obejść się bez rozwiązania w postaci kamery. Zostało to uwzględnione w standardzie Black Mura grupy roboczej producentów samochodów w DFF (German Flat Display Forum), który wzywa do stosowania kamer luminancji do oceny wysokiej jakości wyświetlaczy, przy czym rozdzielczość kamery powinna być co najmniej tak duża, jak rozdzielczość wyświetlacza. Zarówno kamera, jak i oprogramowanie muszą spełniać podstawowe warunki, aby móc pracować niezawodnie, precyzyjnie, szybko i przy jak najmniejszym wysiłku w laboratorium i zautomatyzowanej produkcji. Niniejszy artykuł nie zawiera szczegółowych informacji na temat punktowych urządzeń pomiarowych, takich jak spektroradiometry, które umożliwiają bardzo precyzyjne pomiary luminancji i kolorów, ponieważ umożliwiają one jedynie całościową charakterystykę wyświetlaczy przy dużym wysiłku. Na co więc należy zwrócić uwagę przy wyborze systemu pomiarowego opartego na kamerze?
Rysunek 1
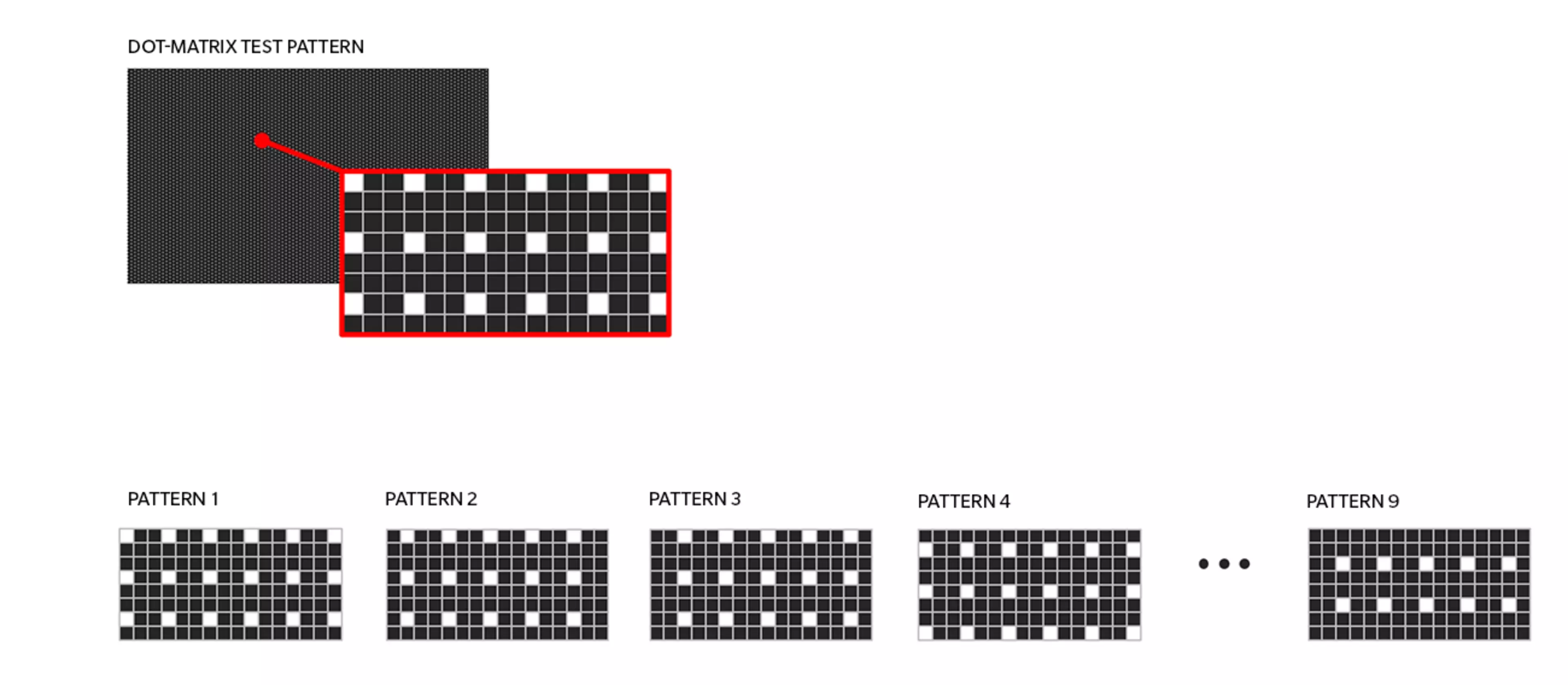
Rysunek 1: Poszczególne wzorce testowe różnią się pikselami, które są kontrolowane jako jasne lub ciemne. W tym przykładzie wymagane jest 9 wzorców testowych, które są mierzone jeden po drugim, tak aby każdy piksel był kontrolowany jasno raz.
Wybór systemu pomiarowego
Pomysł wykorzystania kamer do przetwarzania obrazu jest oczywisty, ponieważ są one stosunkowo niedrogie. Ponieważ jednak chodzi o sprawdzenie zgodności z luminancją i kolorem wyświetlaczy w ramach precyzyjnie określonych tolerancji, kamery te są wykluczone ze względu na brak dokładnej kalibracji. Kalibrację użytkownika tych systemów należy traktować krytycznie, ponieważ byłaby ona ważna tylko dla widma światła, które musi być dokładnie przestrzegane. Dedykowane kamery do pomiaru luminancji i kolorów z wysokiej jakości filtrami kolorów są zatem zdecydowanie preferowane.
Skalibrowana kamera do pomiaru luminancji i kolorów z układem CCD chłodzonym Peltierem przewyższa kamerę do przetwarzania obrazu dzięki wyeliminowaniu niestabilności termicznej, która powoduje wahania mierzonych wartości w zależności od temperatury otoczenia. Chłodzenie chipu kamery ma również tę zaletę, że zmniejsza szum termiczny, co zwiększa zakres dynamiki i ma pozytywny wpływ, zwłaszcza podczas pomiaru ciemnych obrazów testowych. Nawet bardzo wysokie kontrasty mogą być dokładnie scharakteryzowane.
Rysunek 2
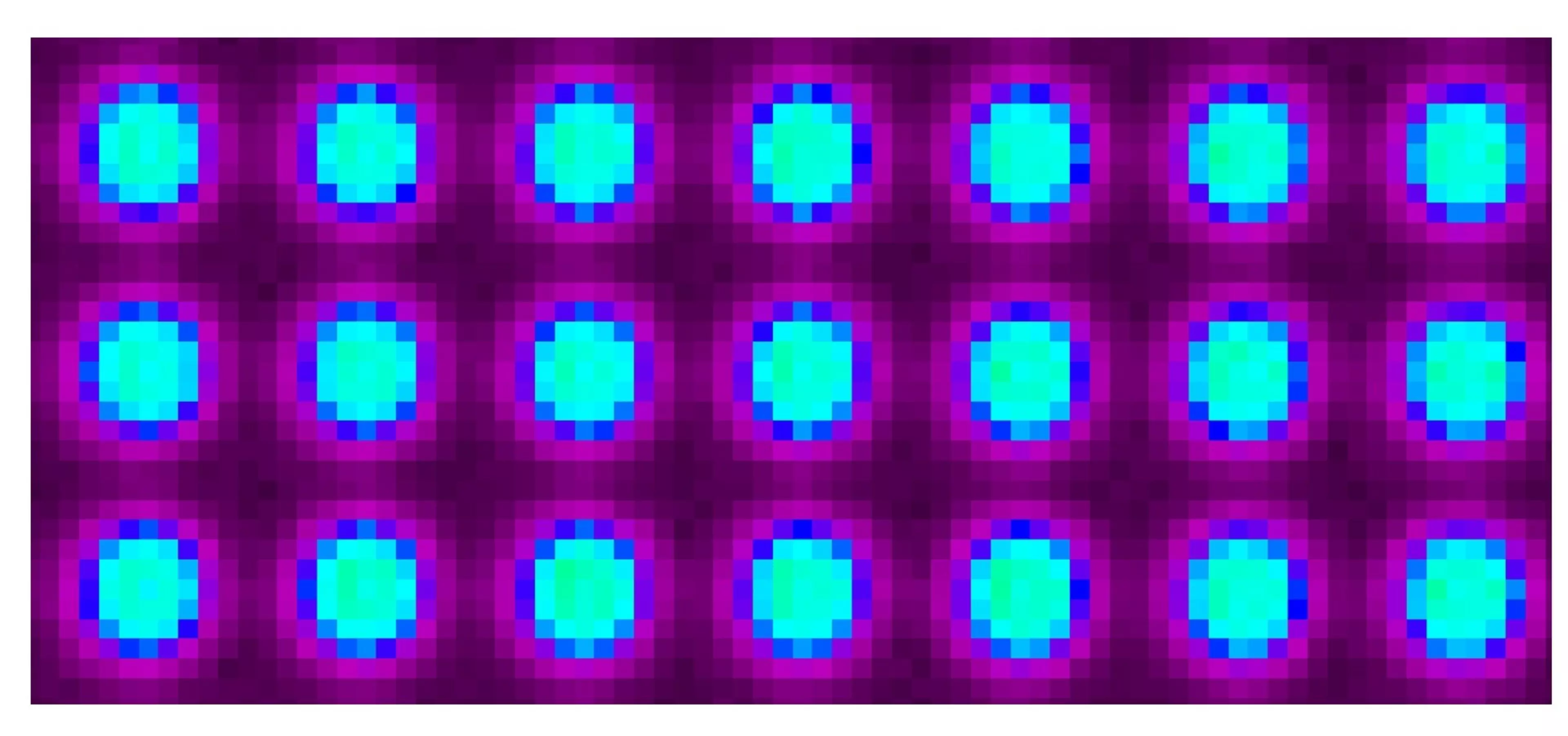
Rysunek 2: W rozogniskowanym wzorze matrycy punktowej małe jasne piksele zamieniają się w większe "plamki światła", dzięki czemu wiele pikseli CCD kamery może mierzyć luminancję i kolor.
Kluczowe dane
Najlepszy wyświetlacz - niezależnie od typu - jest mało przydatny, jeśli nie można go odpowiednio przetestować. Niniejszy artykuł wyjaśnia, co jest ważne, gdy deweloperzy chcą w praktyczny sposób przekazać wysokiej jakości wyświetlacz samochodowy swoim kolegom w terenie testowym. Tylko dzięki odpowiedniemu rozwiązaniu systemowemu można naprawdę wdrożyć cele rozwoju w produkcji.
Kolejną kwestią przemawiającą na niekorzyść kamer przetwarzających obraz jest zazwyczaj niewielki rozmiar pikseli w układach CCD, co prowadzi do niskiej wydajności kwantowej. To znacznie zmniejsza prawdopodobieństwo, że foton wygeneruje sygnał elektroniczny. Doświadczenie pokazuje, że długość krawędzi pikseli wynosząca 5 μm lub więcej prowadzi już do bardzo dobrych wyników.
Wyświetlacz
Nawet jeśli kamera ma szeroki zakres dynamiki, może być konieczne zastosowanie filtra o neutralnej gęstości w ścieżce optycznej jako części sekwencji testowej przy wysokich jasnościach, aby zapobiec przesterowaniu przetwornika CCD. Ręczne lub zewnętrzne rozwiązanie tego problemu w zautomatyzowanym teście byłoby czasochłonne, więc w idealnym przypadku w kamerze znajduje się już dodatkowe koło filtrów z jednym lub kilkoma filtrami o różnej gęstości neutralnej, które są sterowane za pomocą oprogramowania.
Rysunek 3
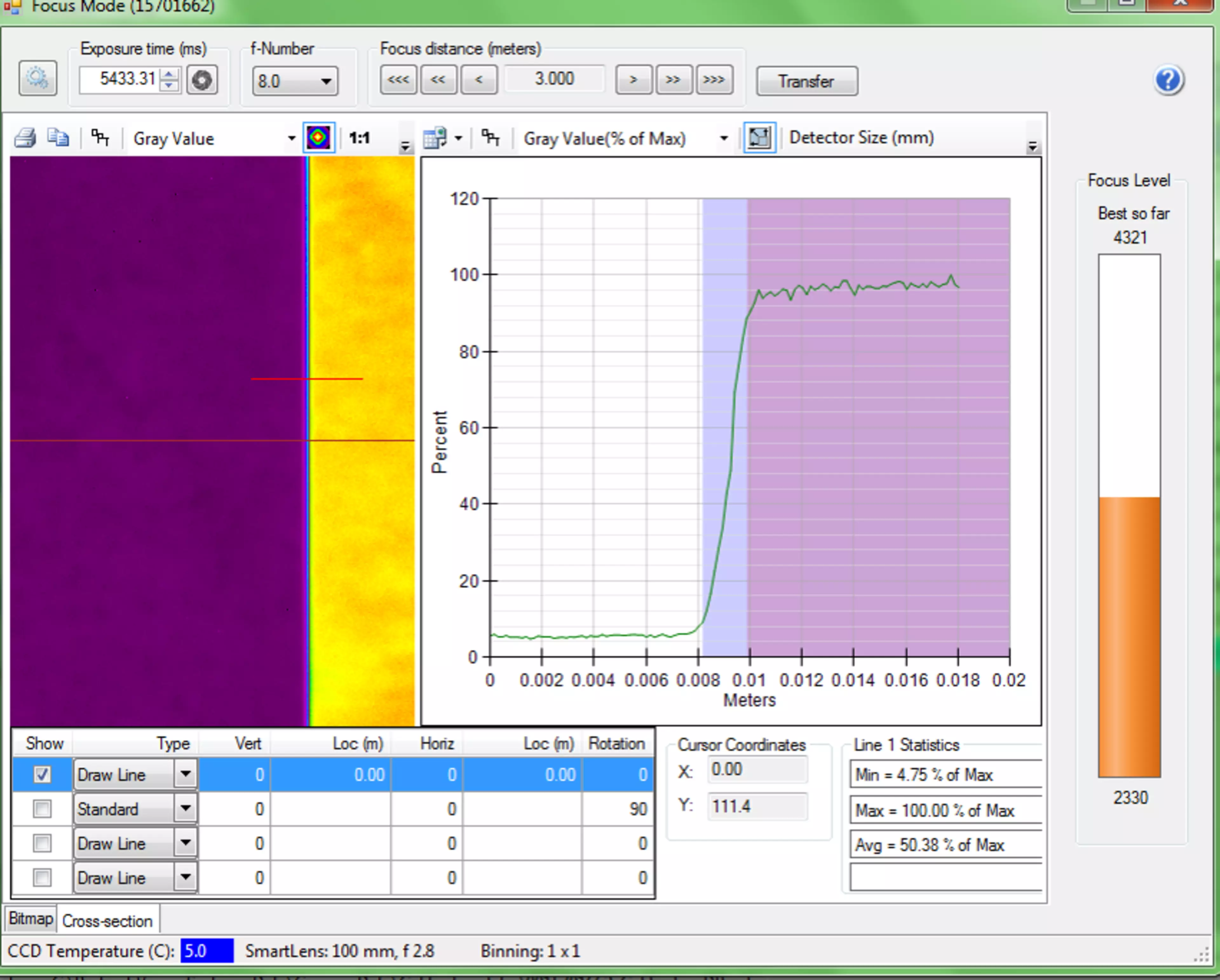
Obraz 3: Po lewej, przejście ciemność-światło jest pokazane w fałszywych kolorach na wyświetlaczu, tak jak widzi je kamera. Po prawej profil liniowy względnej jasności na granicy ciemności i światła. Obiektyw ustawia ostrość tak, aby profil linii był jak najbardziej stromy, a oprogramowanie wykorzystuje go do określenia odległości wirtualnego obrazu.
Wraz ze wzrostem rozdzielczości testowanych wyświetlaczy, kamery do pomiaru luminancji i kolorów również muszą zostać zwiększone. Aby zidentyfikować defekty pojedynczych pikseli lub nawet błędy subpikseli, bardzo czuła kamera do pomiaru luminancji i kolorów powinna mieć co najmniej dwa do trzech pikseli kamery na piksel wyświetlacza lub subpiksel. Osiągnięcie tego za pomocą kamery do przetwarzania obrazu wymagałoby znacznie większej liczby pikseli kamery.
Specjalnie opracowana technologia i oprogramowanie umożliwiają niezawodną identyfikację defektów poszczególnych pikseli nawet przy użyciu kamery do pomiaru luminancji i kolorów, której rozdzielczość jest niższa niż rozdzielczość testowanego wyświetlacza. Sekwencja obrazów testowych matrycy punktowej jest wyświetlana na wyświetlaczu, który wykorzystuje tak zwaną metodę rozstawionych pikseli (rysunek 1). W idealnym przypadku oprogramowanie działa całkowicie automatycznie, wyświetla obrazy testowe bezpośrednio na wyświetlaczu, wyzwala poszczególne obrazy i łączy poszczególne obrazy uzyskane w ten sposób w syntetyczny obraz ogólny, który zawiera wszelkie defekty pikseli, które mogą być obecne. Program niezależnie identyfikuje i dokumentuje błędy.
Kolejną zaletą tej metody jest to, że obiektyw kamery może być celowo rozmyty (rysunek 2), aby móc użyć jak największej liczby pikseli kamery na piksel wyświetlacza. Znacząco zwiększa to liczbę pikseli CCD, które można wykorzystać do pomiaru, a tym samym dokładność pomiaru. Wszelkie niewielkie zakłócenia mory mogą być również rozogniskowane i dlatego zwykle nie są już źródłem błędu.
Kamery o wysokiej rozdzielczości
Ogólna ocena wyświetlacza wynika z połączenia poszczególnych wyników. System przenosi predefiniowane dane bezpośrednio do raportu. Konica MinoltaMimo możliwości wykrywania błędów pikseli, a nawet subpikseli za pomocą kamer o niższej rozdzielczości, kamery o wysokiej rozdzielczości 16, 29 lub nawet 43 megapikseli stanowią najbardziej optymalne rozwiązanie. Przykładowo, czas cyklu może być czynnikiem ograniczającym, zwłaszcza w przypadku zapewniania jakości w zautomatyzowanej produkcji. Jeśli na przykład błędy subpikselowe mają być wykrywane za pomocą kamery o niższej rozdzielczości przy użyciu matrycy 3×3 punkty, wymagane jest dziewięć akwizycji obrazów dla każdego z trzech podstawowych kolorów czerwonego, zielonego i niebieskiego, co odpowiada łącznie 27 obrazom z odpowiednim czasem wymaganym do nagrywania i przesyłania danych. Dodatkowe testy, takie jak wyszukiwanie zadrapań na powierzchni wyświetlacza lub wtrąceń, takich jak cząsteczki kurzu lub pęcherzyki powietrza między laminowanymi warstwami wyświetlacza, również wymagają najwyższej rozdzielczości, a także bardzo wysokiego zakresu dynamiki.
Rysunek 4
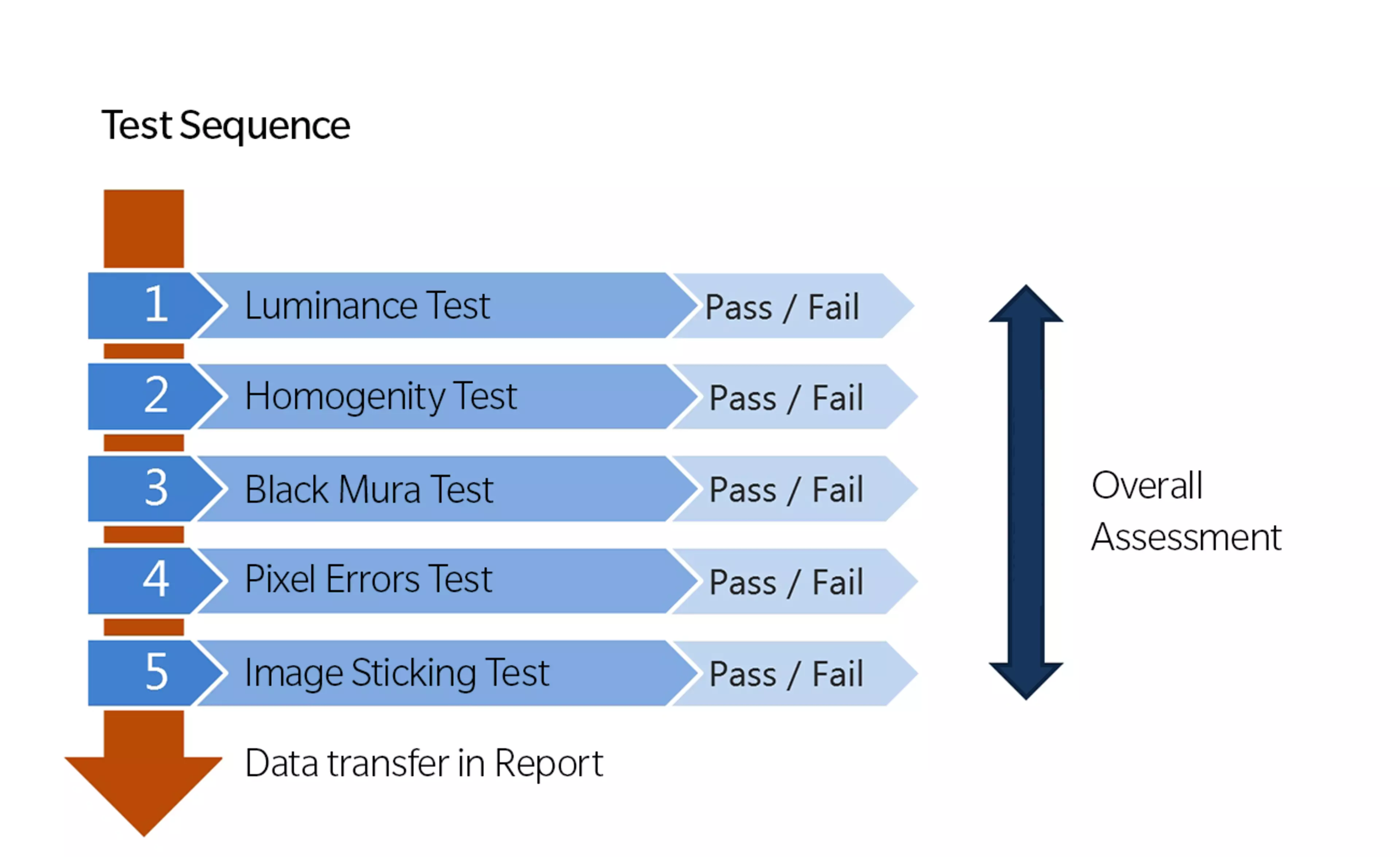
Rysunek 4: Pięć indywidualnych testów jest przeprowadzanych jeden po drugim, a każdy z nich kończy się wynikiem "pozytywnym" lub "negatywnym". Ogólna ocena wyświetlacza jest wynikiem kombinacji "i/lub" poszczególnych wyników. Wstępnie zdefiniowane dane są zawarte w raporcie.
Obiektywy elektroniczne
Jeśli chodzi o obiektywy stosowane w kamerach do pomiaru luminancji i kolorów znanych producentów, aberracje optyczne są zwykle utrzymywane w wąskich granicach. Ponadto można je zwykle prawie całkowicie skompensować za pomocą odpowiednich środków kalibracyjnych, w tym zniekształceń poduszkowych obiektywów o krótkiej ogniskowej. Istnieje wiele zalet obiektywów regulowanych elektronicznie. Po pierwsze, producent może w pełni automatycznie skalibrować systemy kamer dla różnych odległości pomiarowych. W przeciwieństwie do tego, obiektywy ręczne są zwykle kalibrowane tylko dla kilku wybranych odległości pomiarowych (tj. 3, min., śr. i maks.) ze względu na związany z tym wysiłek ręczny. W przypadku odchyleń rzeczywistych odległości pomiarowych oprogramowanie musi interpolować między tą niewielką liczbą punktów podparcia.
W zautomatyzowanej produkcji istnieją dalsze wady, które mają wpływ na użytkownika. Na przykład zakrzywione wyświetlacze i wyświetlacze o dowolnym kształcie, ale także interfejsy MMI (Man Machine Interfaces), na których podświetlane lub zagłębione podświetlane symbole mają być sprawdzane oprócz wyświetlacza, często wymagają skupienia na różnych poziomach. Jest to łatwe do wdrożenia w przypadku obiektywów elektronicznych, podczas gdy obiektywy ręczne wymagają mechanizmu do poruszania kamerą lub obiektem testowym.
Obiektywy elektroniczne są szczególnie korzystne, gdy odległość wirtualnego obrazu ma być określona w HUD. Funkcja automatycznego ustawiania ostrości umożliwia to w najprostszy możliwy sposób (rys. 3). Zmiana przysłony może być również konieczna w teście wyświetlacza, na przykład w celu dostosowania głębi ostrości lub czułości na światło dla różnych ujęć. Jeśli odbywa się to za pomocą prostego polecenia programowego, zautomatyzowane testy mogą być znacznie łatwiejsze.
Ogniskowe
Patrząc oddzielnie, ogniskowe obiektywów mają niewielkie znaczenie pod względem osiągalnych rozmiarów pola widzenia przy porównywaniu różnych kamer. Chociaż pole widzenia zwiększa się wraz ze zmniejszaniem się ogniskowej obiektywu, wymiary układu CCD również znacząco determinują wielkość pola widzenia, a w kamerach do pomiaru luminancji i kolorów istnieje wiele różnych rozmiarów CCD. Nawet przetworniki CCD o tej samej liczbie pikseli mogą mieć znacznie różne rozmiary całkowite ze względu na różne rozmiary pikseli.
Wyjaśnia to, dlaczego producent A określa pole widzenia 282 mm × 236 mm (długość krawędzi piksela 3,45 μm) dla 5-megapikselowej kamery do pomiaru luminancji i kolorów z obiektywem 28 mm dla odległości pomiarowej 1 m, ale producent B określa pole widzenia 537 mm × 403 mm dla swojej 8-megapikselowej kamery z obiektywem 35 mm dla tej samej odległości pomiarowej, która jest ponad trzy razy większa (długość krawędzi piksela 5,5 μm). Jeśli odległość pomiarowa dla wyświetlacza o określonym rozmiarze jest ograniczona, sensowne jest, aby dostawca kamery obliczył, co jest wykonalne dla danego rozmiaru wyświetlacza, dostępnej odległości pomiarowej i wymaganej rozdzielczości kamery.
Rysunek 5
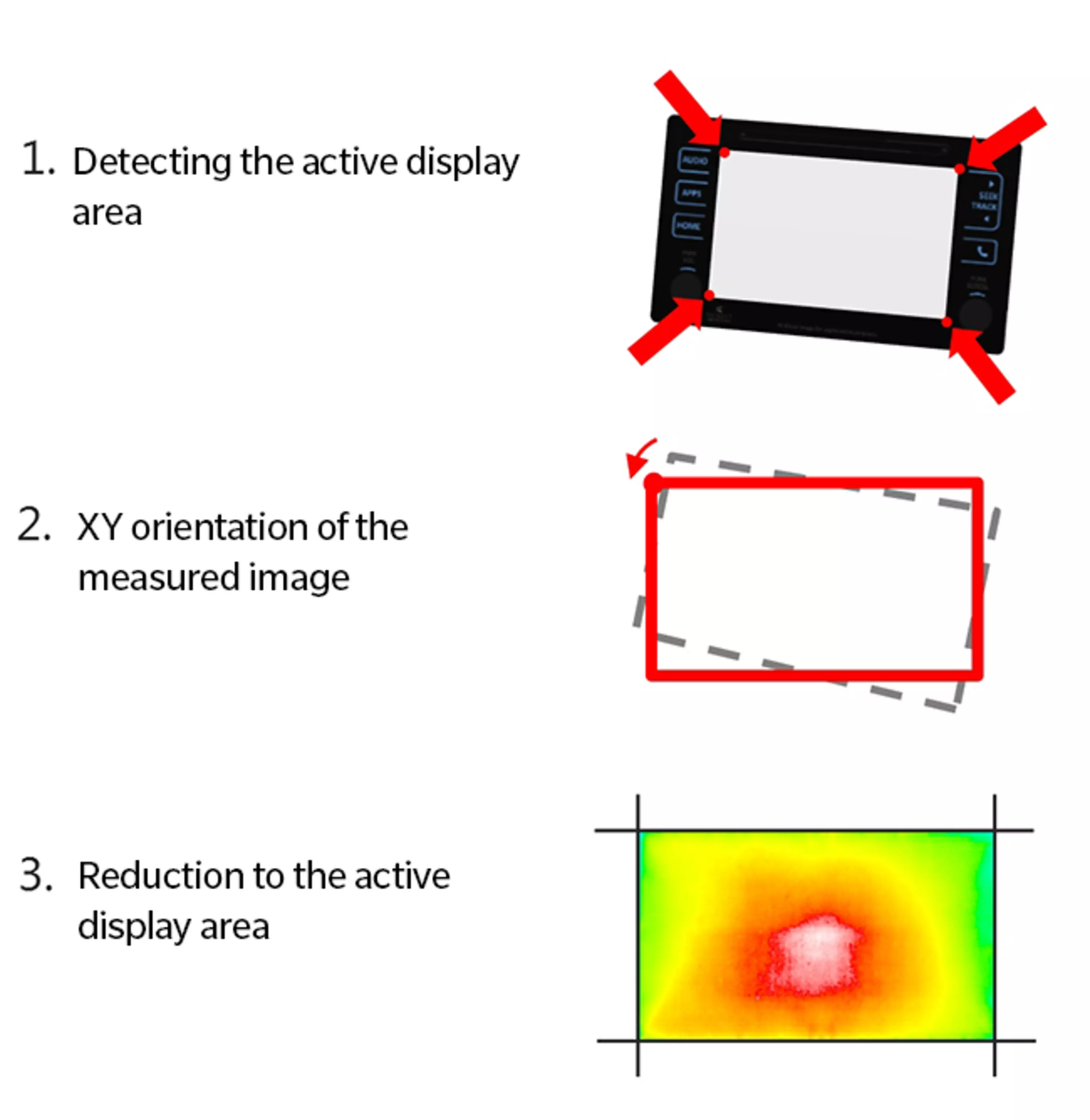
Rysunek 5: Oprogramowanie wykrywa narożniki wyświetlacza w zautomatyzowanej procedurze, dostosowuje orientację wyświetlacza do poziomego obrazu i odrzuca obszary obrazu, które wykraczają poza wyświetlacz. Odbywa się to z powtarzalną dokładnością i minimalnym wpływem na mierzone wartości.
Oprogramowanie
Pakiety oprogramowania dla kamer do pomiaru luminancji i kolorów są obecnie bardzo rozbudowane pod względem opcji oceny. Przykłady obejmują profile liniowe, które mogą również podążać za konturami, fałszywe kolory i reprezentacje quasi-3D zmierzonych wartości oraz rozpoznawanie i weryfikację symboli pod kątem prawidłowego rozmiaru, koloru i luminancji. Zazwyczaj dostępny jest również asystent, który prowadzi użytkownika przez wspomniany już test Black Mura. Użytkownicy zajmujący się rozwojem i zapewnieniem jakości, którzy muszą rozwiązywać zmieniające się zadania analityczne, mogą korzystać z tych narzędzi, aby szybko scharakteryzować wyświetlacze, MMI i klastry instrumentów oraz bezpośrednio udokumentować uzyskane wyniki.
Istnieją zestawy SDK (Software Developer Kit) do powtarzalnych pomiarów i ewaluacji, ale także do integracji ze zautomatyzowaną produkcją. Jak dotąd jednak tylko nieliczni producenci oferują kompletny pakiet oprogramowania do automatycznego testowania wyświetlaczy. W idealnej sytuacji użytkownik może użyć systemu kontroli sekwencji do zdefiniowania kompletnej sekwencji testowej, która przebiega automatycznie (rysunek 4).
W tym miejscu możliwe jest pełne sparametryzowanie każdego indywidualnego testu sekwencji, co obejmuje wybór obrazów testowych z biblioteki. Następnie program odtwarza obrazy w wymaganym czasie i w razie potrzeby może również sterować wyświetlaczem, MMI lub zestawem wskaźników za pośrednictwem różnych interfejsów. Można również wybrać parametry "zaliczenia" lub "niezaliczenia" testów. Podczas testowania błędów pikseli może to być na przykład maksymalna liczba "martwych" lub "zablokowanych" pikseli lub subpikseli, a także maksymalna liczba bezpośrednio sąsiadujących błędów pikseli.
Oczywiście taki pakiet oprogramowania staje się tym bardziej atrakcyjny, im więcej narzędzi automatyzuje dla użytkownika. Na przykład, możliwe jest wykorzystanie przetwarzania obrazu do wykrywania orientacji wyświetlacza względem kamery, aby wziąć to pod uwagę i usunąć obszary obrazu z kamery, które nie należą do wyświetlacza (rysunek 5). Eliminuje to potrzebę dokładnego wyrównania wyświetlacza względem kamery, co może znacznie zmniejszyć wysiłek związany z budową sprzętu testowego, zwłaszcza w przypadku testów automatycznych. Ułatwia to również pracę w laboratorium.
Usuwanie mory
Innym przydatnym narzędziem jest automatyczne matematyczne usuwanie mory, czyli usuwanie interferencji między rozdzielczością kamery a rozdzielczością nagranego wyświetlacza (rys. 6). Efekt ten znamy również z telewizyjnych obrazów drobnych wzorów, na przykład na koszuli. W teście wyświetlania takie artefakty naturalnie uniemożliwiają ocenę jednorodności i utrudniają znalezienie małych defektów, takich jak wtrącenia lub martwe piksele. W przeciwieństwie do konwencjonalnych metod, takich jak celowe rozmycie, przechylenie wyświetlacza lub zwiększenie odległości między kamerą a wyświetlaczem, małe defekty pozostają widoczne, a pełne pole widzenia kamery może być nadal wykorzystywane do rejestrowania wyświetlacza.
Conclusion
Oprócz wszystkich wspomnianych punktów dotyczących kamery, obiektywu i oprogramowania, które są rozsądnie brane pod uwagę przy wyborze systemu do testu wyświetlacza, należy również pomyśleć o wdrożeniu w laboratorium lub w zautomatyzowanej produkcji na wczesnym etapie, ponieważ w końcu ważne jest, aby wziąć pod uwagę określone interfejsy, protokoły komunikacyjne i formaty danych. Dostawca systemu powinien być w stanie zapewnić wsparcie w niezbędnym zakresie. Jeśli testy można następnie skonfigurować wspólnie z dostawcą w ramach instalacji i szkolenia, największe przeszkody powinny zostać pokonane.
