
Pruebas de visualización óptica para automoción
Este artículo (originalmente en alemán para la publicación all-Electronics en 2019) explica lo que es importante cuando los desarrolladores quieren entregar una pantalla automotriz de alta calidad a sus colegas en el campo de pruebas de una manera práctica.
Pruebas ópticas de pantallas para automoción
Las rigurosas pruebas de la tecnología de pantallas, habituales en la electrónica de consumo en las fases de desarrollo, producción y control de calidad, también deberían utilizarse en la industria automovilística. Sin embargo, los procedimientos utilizados hasta ahora y el uso de cámaras de procesamiento de imágenes sencillas a menudo no están a la altura de la tarea.
Las pantallas utilizadas en los automóviles están evolucionando rápidamente. No solo aumentan constantemente su tamaño y resolución, de modo que, por ejemplo, las diagonales de 15,6 pulgadas con resoluciones de 1920 × 1200 píxeles se están abriendo paso en la gama media.
Las pantallas curvas y las pantallas de forma libre también se pueden encontrar ahora en los automóviles. Además de las pantallas LCD, que han sido dominantes durante mucho tiempo, existen nuevas tecnologías como las OLED, las pantallas de visualización frontal (HUD) y, en un futuro próximo, las micro-LED. A la hora de evaluar la calidad de la imagen, los sistemas que se han utilizado con éxito hasta ahora suelen alcanzar sus límites. Por ejemplo, los expertos suelen determinar la homogeneidad de la luminancia y el color de una pantalla midiendo en nueve puntos, pero esto no cumple los requisitos de uniformidad de las pantallas de alta resolución si se quiere descartar una «neblina» en la imagen.
Para poder captar incluso las heterogeneidades más pequeñas, no hay otra solución que utilizar una cámara. Esto se tiene en cuenta en la norma Black Mura del grupo de trabajo de fabricantes de automóviles del DFF (Foro Alemán de Pantallas Planas), que exige el uso de cámaras de luminancia para la evaluación de pantallas de alta calidad, por lo que la resolución de la cámara debe ser al menos tan grande como la de la pantalla. Pero eso por sí solo no es suficiente. Tanto la cámara como el software debían cumplir unas condiciones básicas para poder funcionar de forma fiable, precisa, rápida y con el menor esfuerzo posible en el laboratorio y en la producción automatizada. Este artículo no entra en detalles sobre los dispositivos de medición puntual, como los espectrorradiómetros, que permiten realizar mediciones de alta precisión de la luminancia y el color, ya que solo permiten una caracterización holística de las pantallas con un gran esfuerzo. Entonces, ¿a qué hay que prestar atención al elegir un sistema de medición basado en una cámara?
Fig 1
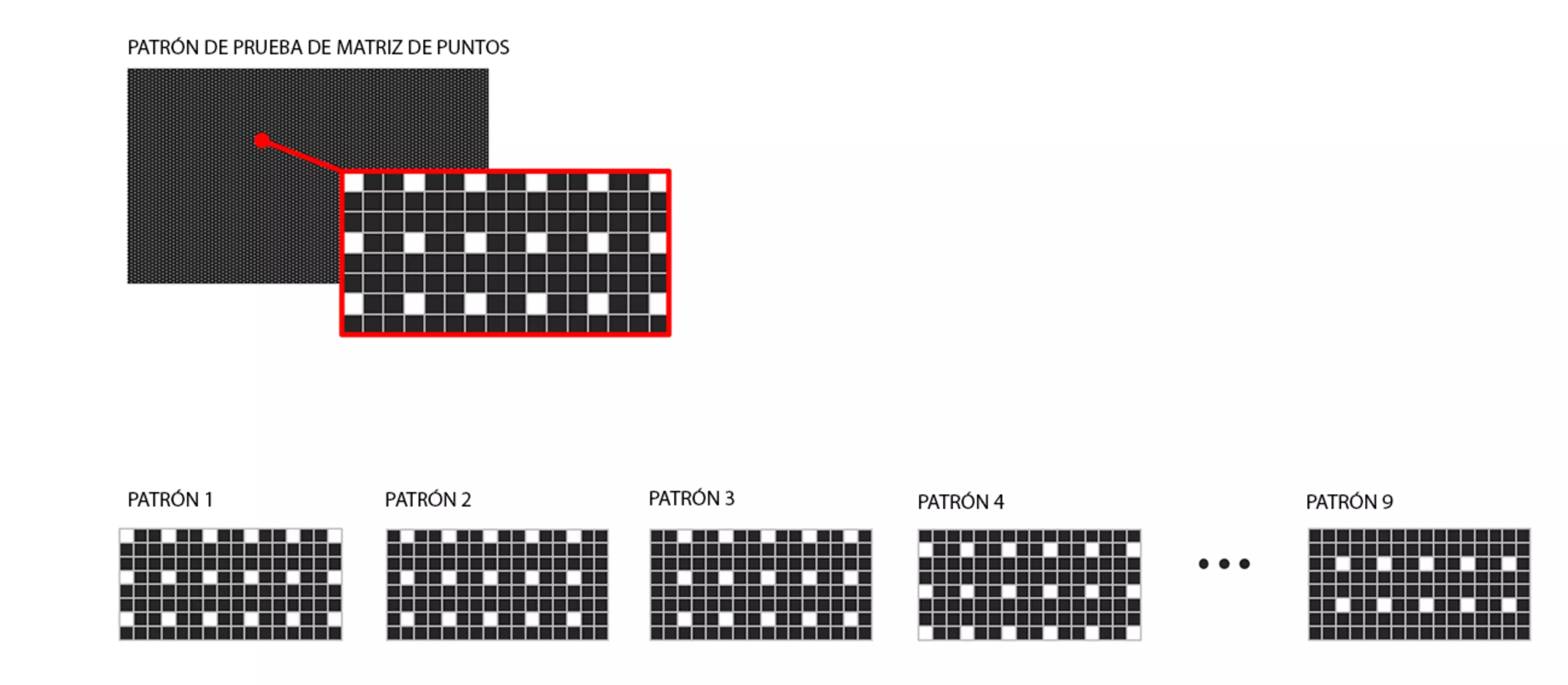
Figura 1: Los patrones de prueba individuales difieren en los píxeles que se controlan con brillo o oscuridad. En este ejemplo, se requieren 9 patrones de prueba, que se miden uno tras otro para que cada píxel se controle con brillo una vez.
Selección del sistema de medición
La idea de utilizar cámaras de procesamiento de imágenes es obvia, ya que son relativamente económicas. Sin embargo, dado que se trata de comprobar el cumplimiento de la luminancia y el color de las pantallas dentro del marco de tolerancias especificadas con precisión, estas cámaras quedan descartadas debido a la falta de calibración exacta. La calibración de estos sistemas por parte del usuario debe considerarse de forma crítica, ya que solo sería válida para un espectro de luz que debe respetarse con exactitud. Por lo tanto, son claramente preferibles las cámaras dedicadas a la medición de la luminancia y el color con filtros de color de alta calidad.
Una cámara calibrada para la medición de la luminancia y el color con chip CCD refrigerado por Peltier superará a una cámara de procesamiento de imágenes al eliminar la inestabilidad térmica, que provoca fluctuaciones en los valores medidos con la temperatura ambiente. La refrigeración del chip de la cámara también tiene la ventaja de reducir el ruido térmico, lo que aumenta el rango dinámico y tiene un efecto positivo, especialmente al medir imágenes de prueba oscuras. Incluso los contrastes muy altos pueden caracterizarse con precisión.
Fig 2
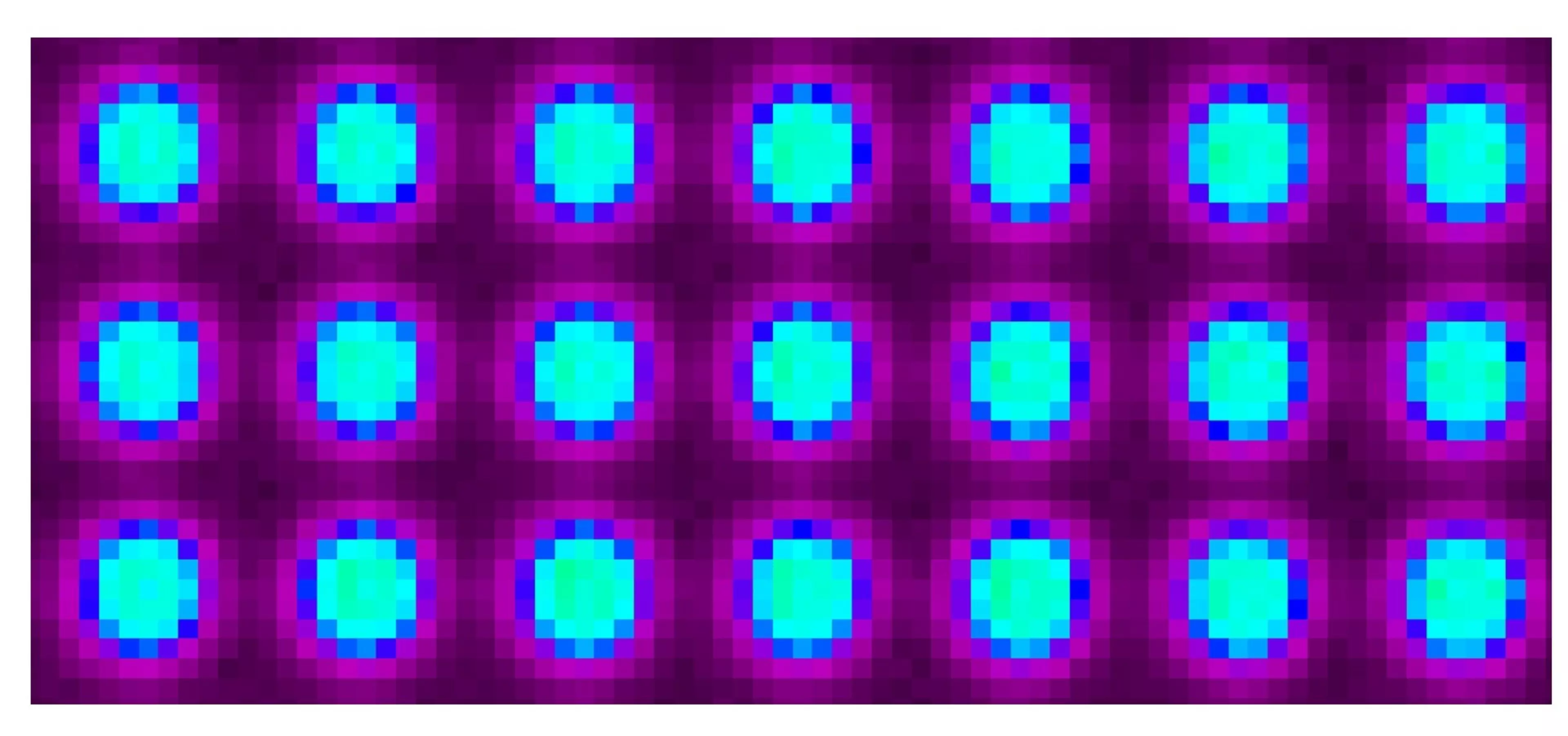
Figura 2: En el patrón de matriz de puntos desenfocados, los pequeños píxeles brillantes se convierten en «puntos de luz» más grandes, de modo que muchos píxeles CCD de la cámara pueden medir la luminancia y el color.
Datos clave
La mejor pantalla, independientemente del tipo, es de poca utilidad si no se puede probar adecuadamente. Este artículo explica de forma práctica qué es lo importante cuando los desarrolladores quieren entregar una pantalla automovilística de alta calidad a sus colegas del campo de pruebas. Solo con una solución de sistema adecuada se pueden implementar realmente los objetivos del desarrollo en la producción.
Otro punto en contra del uso de cámaras de procesamiento de imágenes es el tamaño normalmente pequeño de los píxeles de los chips CCD, lo que conduce a un rendimiento cuántico deficiente. Esto reduce significativamente la probabilidad de que un fotón genere una señal electrónica. La experiencia ha demostrado que una longitud de borde de los píxeles de 5 μm o más ya conduce a muy buenos resultados.
Pantalla
Incluso si una cámara tiene un amplio rango dinámico, puede ser necesario utilizar un filtro de densidad neutra en la trayectoria óptica como parte de una secuencia de prueba con alta luminancia para evitar la sobrecarga del CCD. Sería muy laborioso tener que recurrir a una solución manual o externa para ello en una prueba automatizada, por lo que lo ideal sería que la cámara ya dispusiera de una rueda de filtros adicional con uno o varios filtros de densidad neutra de diferentes intensidades, controlada mediante el software.
Fig 3
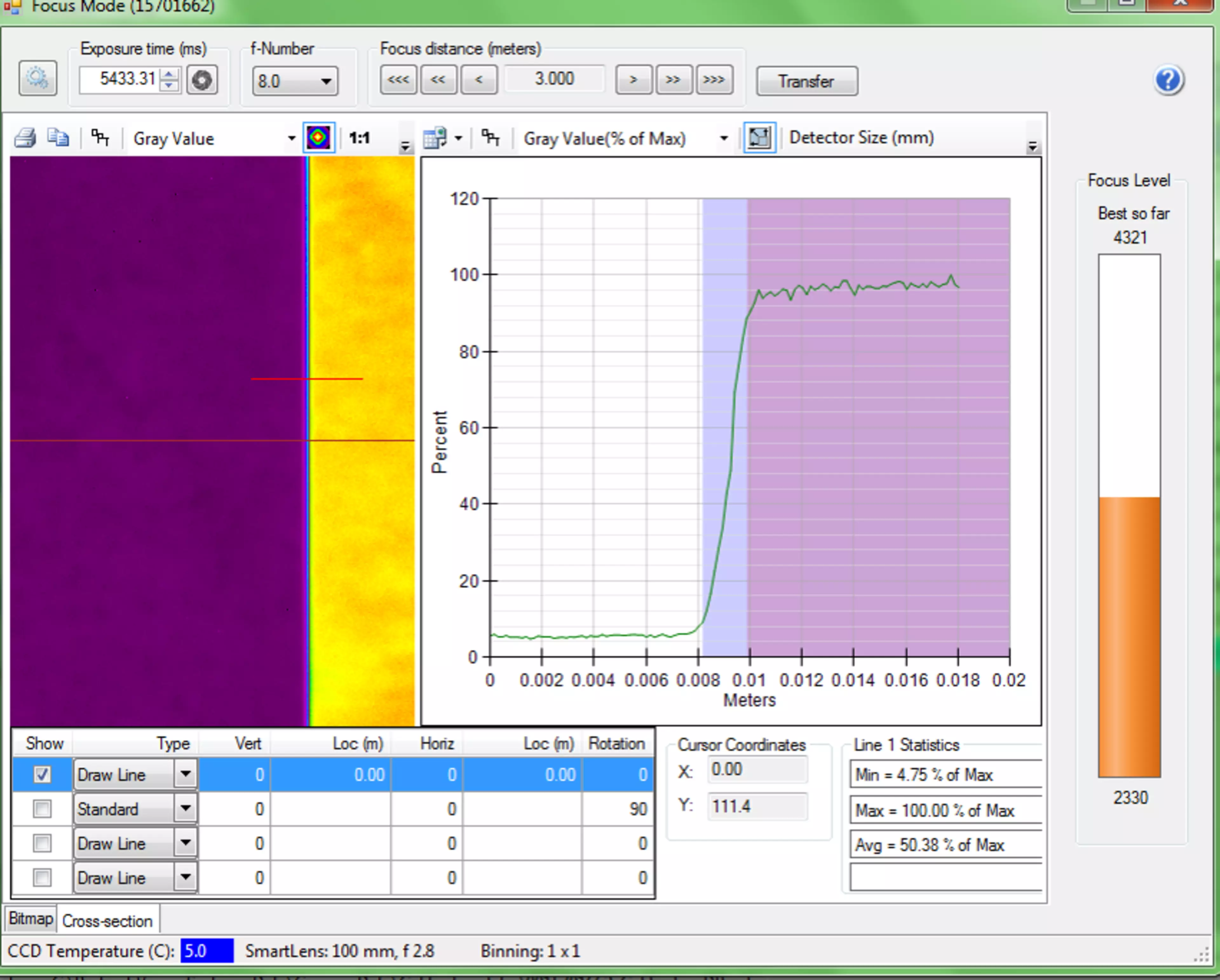
Imagen 3: A la izquierda, se muestra una transición de oscuro a claro en colores falsos en la pantalla, tal y como la ve la cámara. A la derecha, un perfil lineal del brillo relativo a lo largo del límite entre oscuro y claro. La lente enfoca hasta que el perfil lineal es lo más pronunciado posible y el software utiliza esto para determinar la distancia de la imagen virtual.
Con el aumento de la resolución de las pantallas que se van a probar, también deben aumentarse las cámaras de medición de luminancia y color. Para identificar defectos de píxeles individuales o incluso errores de subpíxeles, una cámara de medición de luminancia y color de alta sensibilidad debe tener al menos dos o tres píxeles de cámara por píxel o subpíxel de la pantalla. Para lograrlo con una cámara de procesamiento de imágenes se necesitarían muchos más píxeles de cámara.
La tecnología y el software especialmente diseñados permiten identificar de forma fiable los defectos de píxeles individuales incluso con una cámara de medición de luminancia y color cuya resolución es inferior a la de la pantalla sometida a prueba. En la pantalla se muestra una secuencia de imágenes de prueba de matriz de puntos, que utiliza el denominado método de píxeles espaciados (figura 1). Lo ideal es que el software funcione de forma totalmente automática, muestre las imágenes de prueba directamente en la pantalla, active las imágenes individuales y combine las imágenes individuales obtenidas de esta manera en una imagen global sintética que contenga los defectos de píxeles que puedan estar presentes. El programa identifica y documenta los errores de forma independiente.
Otra ventaja de este método es que la lente de la cámara se puede desenfocar deliberadamente (figura 2) para poder utilizar el mayor número posible de píxeles de la cámara por píxel de la pantalla. Esto aumenta significativamente el número de píxeles CCD que se pueden utilizar para la medición y, por lo tanto, la precisión de la misma. Cualquier ligera interferencia de moiré también se puede desenfocar y, por lo tanto, normalmente ya no es una fuente de error.
Cámaras de alta resolución
La evaluación general de la pantalla es el resultado de una combinación de los resultados individuales. El sistema transfiere los datos predefinidos directamente al informe. Konica Minolta: a pesar de la posibilidad de detectar errores de píxeles e incluso de subpíxeles con cámaras de menor resolución, las cámaras de alta resolución con 16, 29 o incluso 43 megapíxeles representan la solución más óptima. Por ejemplo, el tiempo de ciclo puede ser un factor limitante, especialmente en el control de calidad de la producción automatizada. Si, por ejemplo, se deben detectar errores de subpíxeles con una cámara de menor resolución utilizando una matriz de 3×3 puntos, se requieren nueve adquisiciones de imágenes para cada uno de los tres colores primarios rojo, verde y azul, lo que corresponde a un total de 27 imágenes con el tiempo correspondiente necesario para las grabaciones y las transferencias de datos. Las pruebas adicionales, como la búsqueda de arañazos en la superficie de la pantalla o de inclusiones como partículas de polvo o burbujas de aire entre las capas laminadas de una pantalla, también requieren las resoluciones más altas, además de un rango dinámico muy alto.
Fig 4
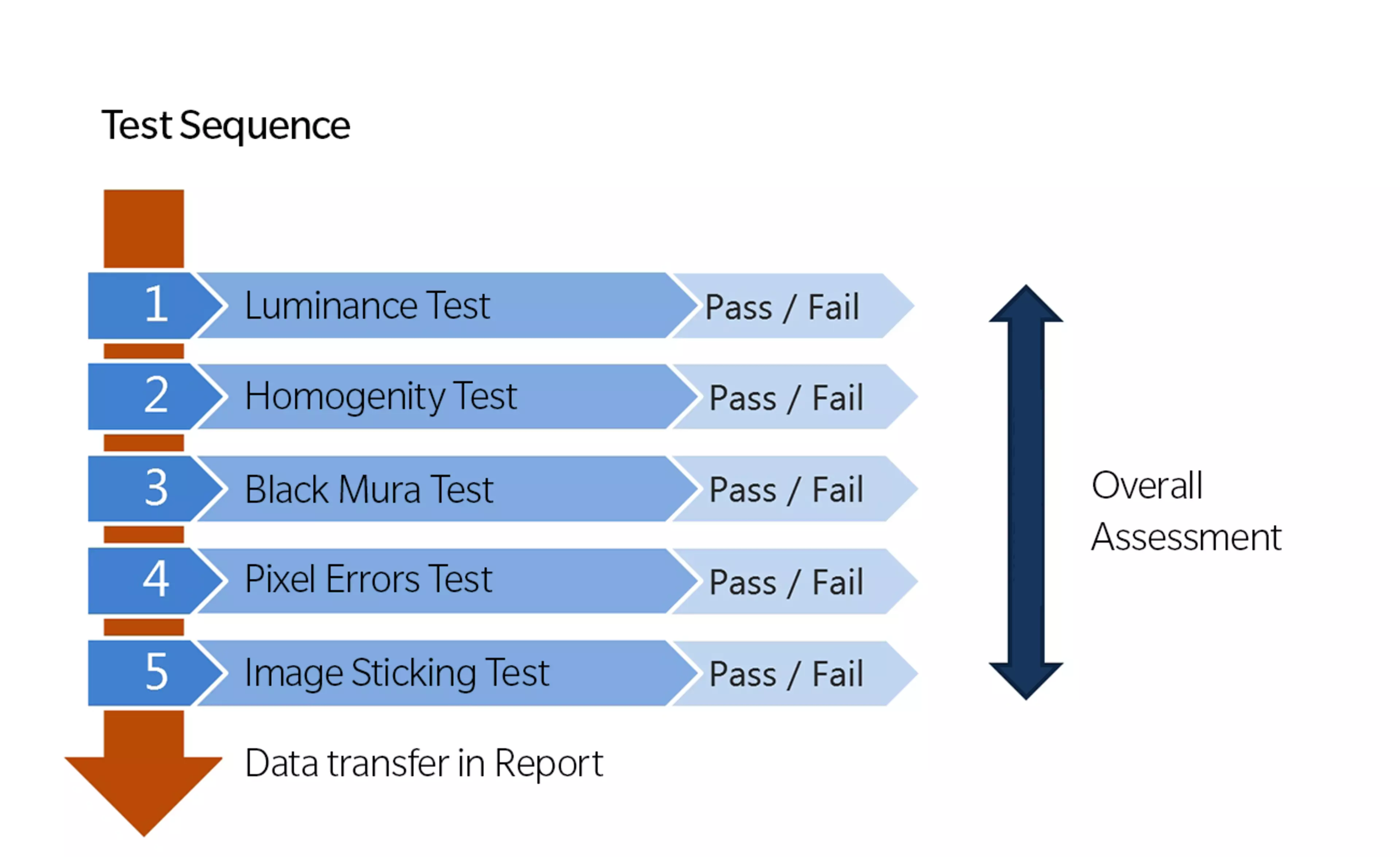
Figura 4: Se realizan cinco pruebas individuales una tras otra, cada una de las cuales da como resultado un «aprobado» o un «suspenso». La evaluación global de la pantalla es el resultado de una combinación «y/o» de los resultados individuales. Los datos predefinidos se incluyen en un informe.
Lentes electrónicas
En lo que respecta a las lentes utilizadas en las cámaras de medición de luminancia y color de fabricantes conocidos, las aberraciones ópticas suelen mantenerse dentro de límites estrechos. Además, normalmente pueden compensarse casi por completo mediante medidas de calibración adecuadas, incluida la distorsión de cojín de las lentes de distancia focal corta. Las lentes ajustables electrónicamente ofrecen numerosas ventajas. En primer lugar, el fabricante puede calibrar los sistemas de cámara de forma totalmente automática para una variedad de distancias de medición. Por el contrario, las lentes manuales suelen calibrarse solo para unas pocas distancias de medición seleccionadas (es decir, 3, mín., media y máx.) debido al esfuerzo manual que ello supone. En el caso de distancias de medición reales que se desvían, el software debe interpolar entre este pequeño número de puntos de apoyo.
En la producción automatizada, existen otras desventajas que afectan al usuario. Por ejemplo, las pantallas curvas y las pantallas de forma libre, pero también las MMI (interfaces hombre-máquina), en las que se deben examinar símbolos resaltados o empotrados con retroiluminación además de una pantalla, a menudo requieren enfocar en diferentes niveles. Esto es fácil de implementar con lentes electrónicas, mientras que las lentes manuales, por otro lado, requieren un mecanismo para mover la cámara o el objeto de prueba.
Las lentes electrónicas son especialmente ventajosas cuando se debe determinar la distancia de la imagen virtual en los HUD. Una función de enfoque automático lo hace posible de la manera más sencilla posible (fig. 3). También puede ser necesario cambiar la apertura dentro de una prueba de pantalla, por ejemplo, para ajustar la profundidad de campo o la sensibilidad a la luz para diferentes tomas. Si esto se hace con un simple comando de software, las pruebas automatizadas pueden ser mucho más fáciles.
Distancias focales
Consideradas de forma aislada, las distancias focales de los objetivos tienen poca importancia en cuanto a los tamaños de campo de visión que se pueden alcanzar al comparar diferentes cámaras. Aunque el campo de visión aumenta al disminuir la distancia focal del objetivo, las dimensiones del chip CCD también determinan de manera significativa el tamaño del campo de visión, y en las cámaras de medición de luminancia y color hay muchos tamaños de CCD diferentes. Incluso los CCD con el mismo número de píxeles pueden tener tamaños totales significativamente diferentes debido a los diferentes tamaños de píxel.
Esto explica por qué el fabricante A especifica un campo de visión de 282 mm × 236 mm (longitud del borde del píxel 3,45 μm) para una cámara de medición de luminancia y color de 5 megapíxeles con un objetivo de 28 mm para una distancia de medición de 1 m, pero el fabricante B especifica un campo de visión de 537 mm × 403 mm para su cámara de 8 megapíxeles con un objetivo de 35 mm para la misma distancia de medición, que es más de tres veces mayor (longitud del borde del píxel 5,5 μm). Si la distancia de medición para una pantalla de un tamaño definido es limitada, tiene sentido que el proveedor de la cámara calcule lo que es factible para un tamaño de pantalla determinado, una distancia de medición disponible y la resolución de cámara requerida.
Fig 5
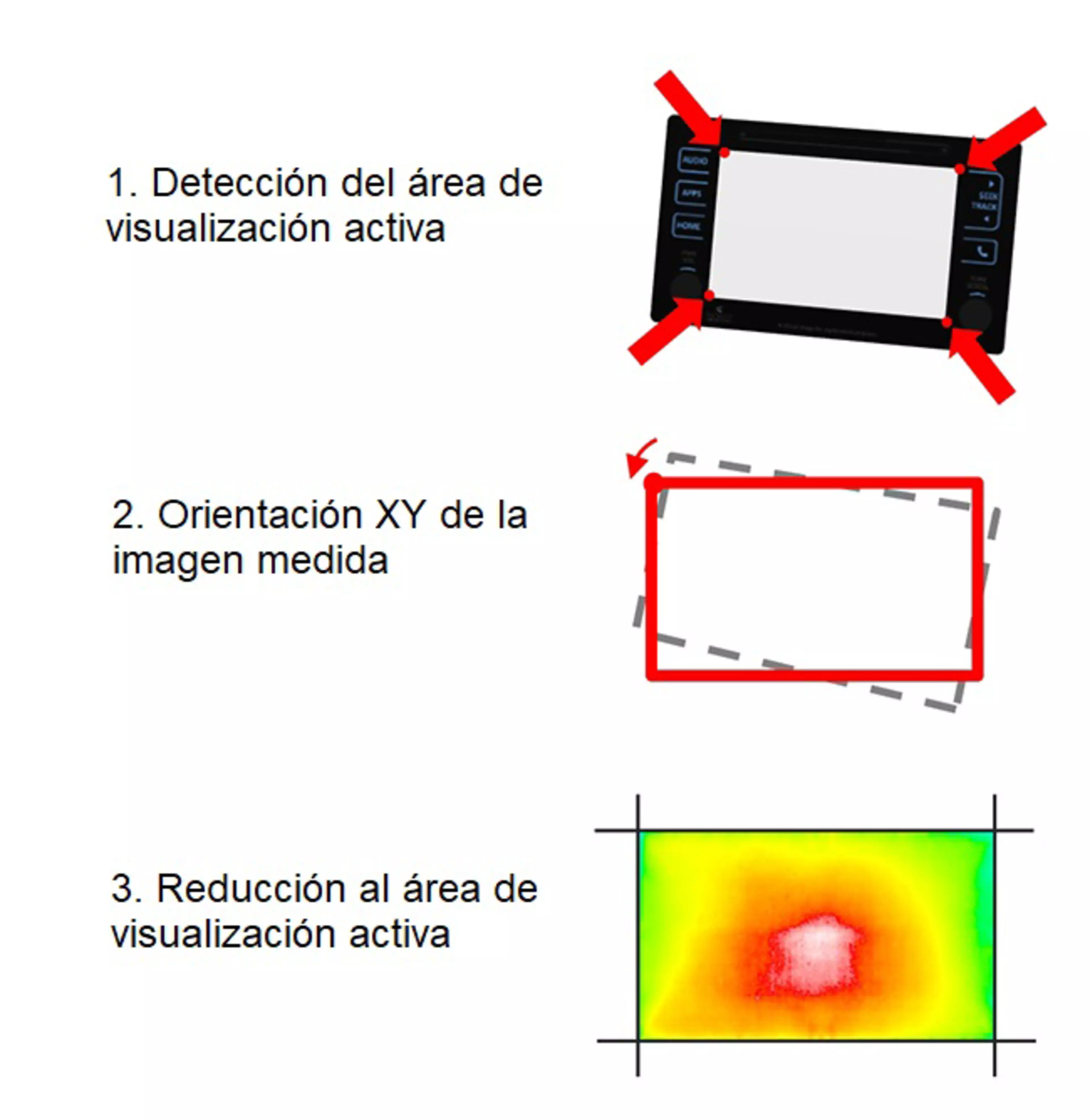
Figura 5: El software detecta las esquinas de la pantalla en una rutina automatizada, ajusta la orientación de la pantalla a la imagen horizontal y descarta las áreas de la imagen que se extienden más allá de la pantalla. Esto se realiza con una precisión repetible y con un impacto mínimo en los valores medidos.
Software
Los paquetes de software para las cámaras de medición de luminancia y color ahora ofrecen numerosas opciones de evaluación. Algunos ejemplos son los perfiles de línea que también pueden seguir contornos, representaciones en falso color y cuasi 3D de los valores medidos, y el reconocimiento y la verificación de símbolos para determinar si el tamaño, el color y la luminancia son correctos. Por lo general, también hay disponible un asistente que le guía a través de la prueba Black Mura ya mencionada. Los usuarios de los departamentos de desarrollo y control de calidad que tienen que resolver tareas de análisis cambiantes pueden utilizar estas herramientas para caracterizar rápidamente pantallas, MMI e instrumentos de a bordo y documentar directamente los resultados obtenidos.
Existen kits de desarrollo de software (SDK) para mediciones y evaluaciones recurrentes, pero también para su integración en la producción automatizada. Sin embargo, hasta ahora solo unos pocos fabricantes ofrecen un paquete de software completo para la prueba automatizada de pantallas. Lo ideal es que el usuario pueda utilizar un sistema de control de secuencias para definir una secuencia de prueba completa que se ejecute automáticamente (Figura 4).
Aquí es posible parametrizar completamente cada prueba individual de la secuencia, lo que incluye la selección de imágenes de prueba de una biblioteca. A continuación, el programa reproduce las imágenes en el momento requerido y también puede controlar la pantalla, la MMI o el cuadro de instrumentos a través de diversas interfaces si es necesario. También se pueden seleccionar los parámetros para que las pruebas se consideren «aprobadas» o «suspendidas». Al realizar pruebas de errores de píxeles, podría ser, por ejemplo, el número máximo de píxeles o subpíxeles «muertos» o «atascados», así como el número máximo de errores de píxeles directamente adyacentes.
Por supuesto, este tipo de paquete de software resulta más atractivo cuanto más herramientas automatiza para el usuario. Por ejemplo, es posible utilizar el procesamiento de imágenes para detectar la orientación de la pantalla con respecto a la cámara, tenerla en cuenta y eliminar las áreas de la imagen de la cámara que no pertenecen a la pantalla (Figura 5). Esto elimina la necesidad de una alineación exacta de la pantalla con respecto a la cámara, lo que puede reducir significativamente el esfuerzo que supone la construcción de equipos de prueba, especialmente para pruebas automatizadas. También facilita mucho el trabajo en el laboratorio.
Eliminación de moiré
Otra herramienta útil es la eliminación matemática automática del moiré, es decir, la eliminación de una interferencia entre la resolución de la cámara y la resolución de la pantalla grabada (fig. 6). También conocemos este efecto por las imágenes de televisión de patrones finos, por ejemplo, en una camisa. En la prueba de pantalla, estos artefactos impiden naturalmente la evaluación de las homogeneidades y dificultan la detección de pequeños defectos, como inclusiones o píxeles muertos. A diferencia de los métodos convencionales, como el desenfoque deliberado, la inclinación de la pantalla o el aumento de la distancia entre la cámara y la pantalla, los pequeños defectos siguen siendo visibles y se puede seguir utilizando todo el campo de visión de la cámara para grabar la pantalla.
Conclusión
Además de todos los puntos mencionados sobre la cámara, la lente y el software, que se tienen en cuenta de forma sensata a la hora de seleccionar un sistema para la prueba de pantalla, también se debe pensar en la implementación en el laboratorio o en la producción automatizada en una fase temprana, ya que, al fin y al cabo, es importante tener en cuenta las interfaces, los protocolos de comunicación y los formatos de datos especificados. El proveedor del sistema debe poder proporcionar el apoyo necesario. Si las pruebas se pueden configurar junto con el proveedor como parte de la instalación y la formación, se deberían superar los mayores obstáculos.
