In Branchen, in denen Farbkonsistenz entscheidend ist – von Verpackungen und Textilien bis hin zu Kunststoffen, Beschichtungen und Automobilen – ist Delta E (ΔE) die Zahl, die quantifiziert, wie nah Farben wirklich beieinander liegen. Sie wandelt subjektive visuelle Urteile wie „zu blass“ oder „leicht abweichend“ in präzise, nachvollziehbare Daten um.
Der ΔE-Wert kann entscheidend dafür sein, ob ein Produkt die Prüfung besteht oder als „nicht ganz korrekt“ abgelehnt wird. Er macht Farbabweichungen messbar, erleichtert die Kommunikation von Toleranzen und hilft, kostspielige Fehler in globalen Lieferketten zu verhindern.
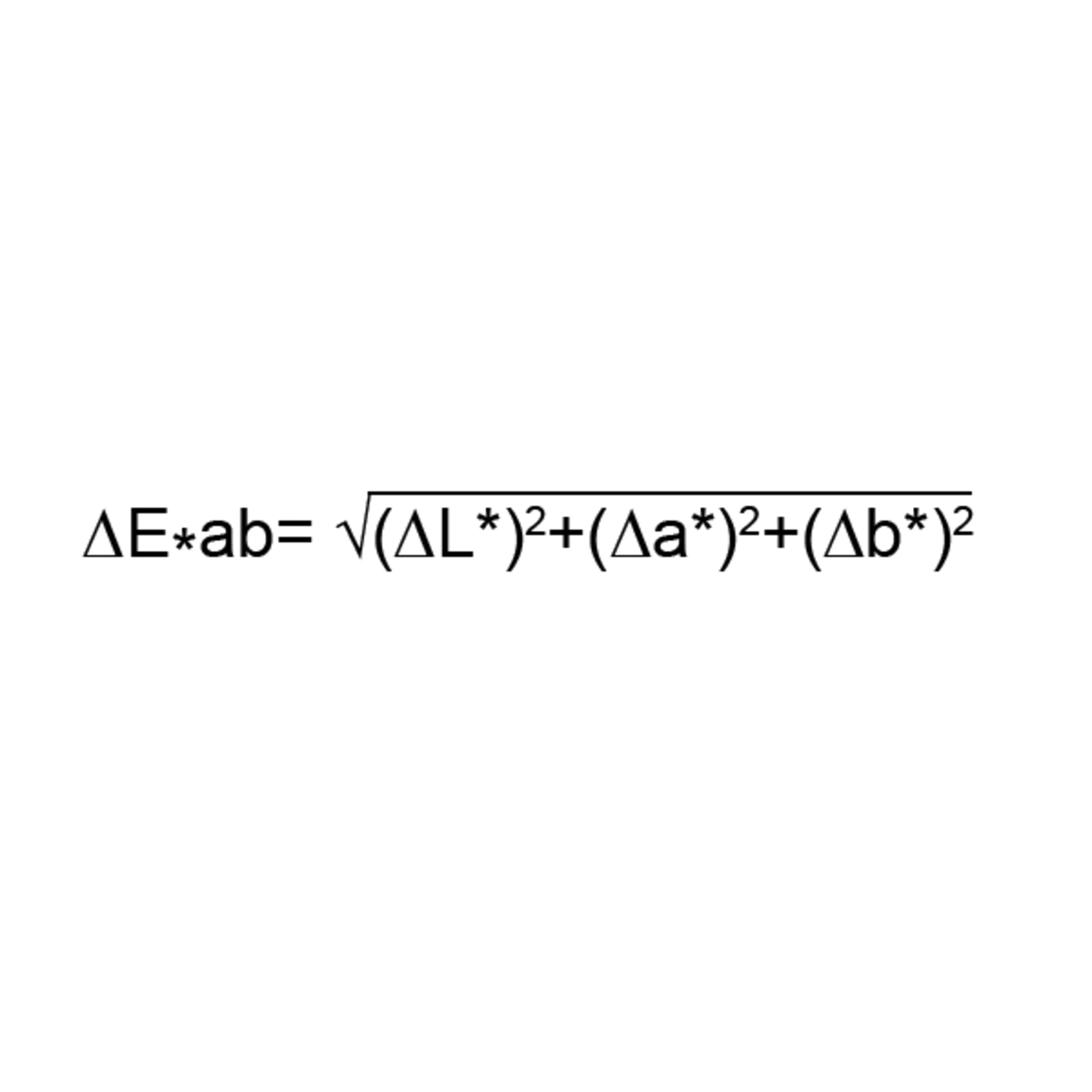
Was genau ist ΔE? Und warum ist es für das Farbmanagement in der modernen Fertigung so wichtig?