The Way Colorimeters See
The right choice of measuring geometry
After long internal discussions the decision has been made to procure a colorimeter, the headache of which one to choose then starts. You must not only decide which supplier but you also have to select the equipment that best meets the required measuring task. Initial decision criteria should be the desired degree of precision, whereby spectral resolution and repeatability play a decisive role.
Another essential bench mark is the measuring geometry, because it essentially influences the conclusion to be drawn from the measuring results. Making the wrong decision would lead to problems in the evaluation of colour differences, because in the communication between suppliers and purchaser colour differences may be interpreted differently. This is why the measuring geometry has to be confirmed between all parties and should be corresponding to the respective task.
You cannot switch off the Measuring Geometry
The measuring geometry is the link between the light source of the colorimeter and the sample on the one hand and between the sample and the sensor on the other. A human observer may not always be aware of the fact that he is permanently influenced by the measuring geometry: the light may be diffuse or direct, it will come from a particular direction, the eye will look at the measuring sample from a certain angle etc.
How colour is perceived also in case of colour meters depends on such optical-geometrical conditions. The construction of the measuring geometries, which are provided by different manufacturers and which are defined by international and national standards, differ in the manner in which the measuring sample is illuminated and viewed. In principle it is necessary to differentiate between the measuring geometries for reflection and transmission measurement.
The Five Geometries of Reflection Measurement
The 45°:0° measuring geometry uses directional illumination. A light source illuminates the sample, directing the light in an angle of 45° to the perpendicular. A perfectly homogenous illumination of the sample, especially if it has a structured surface, can only be achieved by using annular illumination (measuring geometry 45°:0°). Getting close to the "royal league“ of the 45°:0°, measuring geometry can be realized by using a circular illumination device, i.e. the 45°c:0°measuring geometry. In this variation the light is directed selectively onto the measuring sample by means of circularly arranged light conducting cables. The number of light conductors – and hence the distance between each of them – is the decisive factor for the quality of illumination. For very special applications the sample can even be illuminated by a single light beam directed from an angle of 45°.Viewing is done under 0°. This geometry is named 45°x:0°.
45°:0° Geometry Diagram
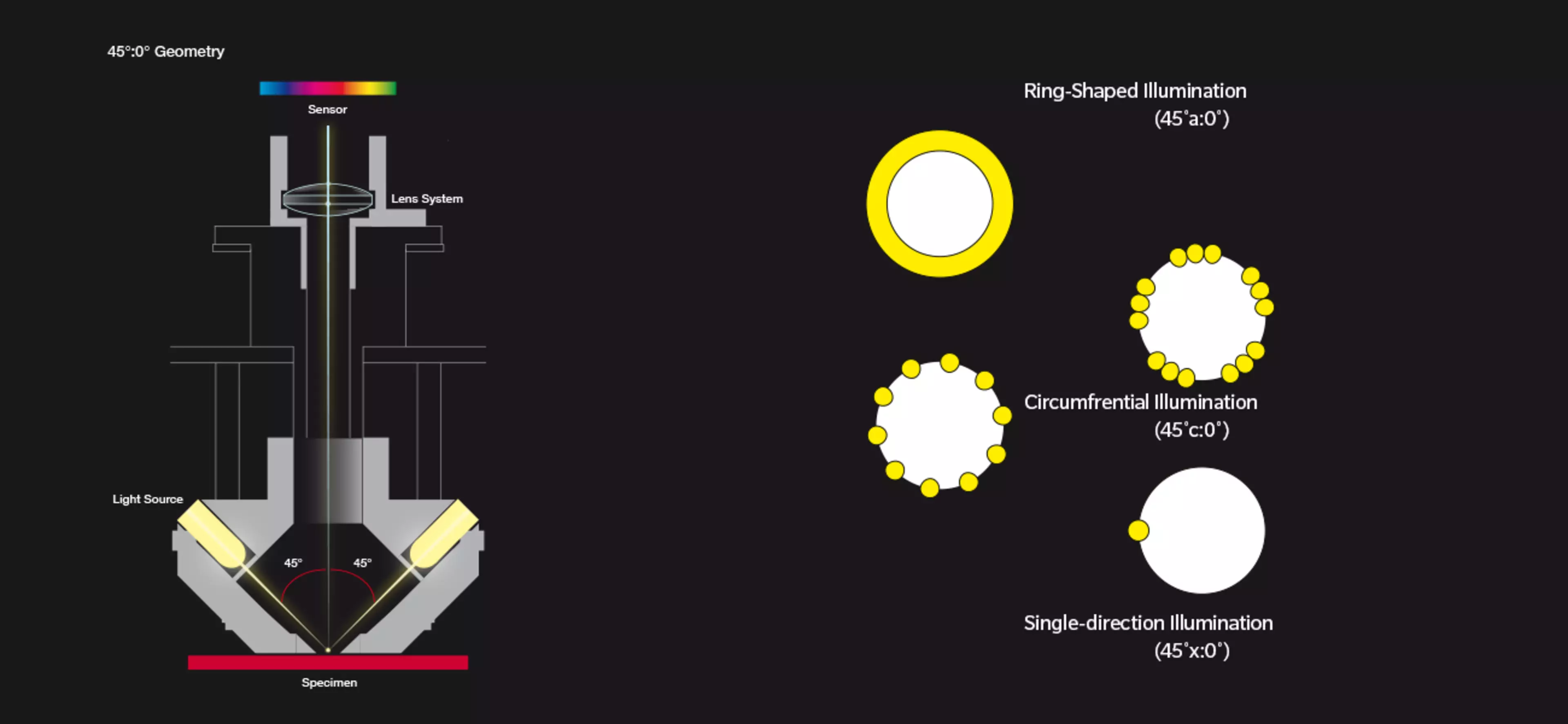
The measuring geometry 45°a:0° with annular illumination for gloss- and surface dependent measurements.
The measuring geometry d:8° features an optical device which provides diffuse illumination (Ulbricht sphere). The light e.g. of a Xenon lamp is projected into a sphere. The interior of the sphere is coated with a white highly reflecting substance (barium sulphate, ceramic, special plastic) which reflects the light manifold. A shutter, an optical element inside the sphere, prevents the directional rays from reaching the measuring sample directly. The sample is positioned at an opening of the sphere and is illuminated from all directions with a close to perfect diffuse light. Differences in surface condition (texture and/or gloss level) cannot influence the measuring value. Through an opening at the top of the sphere the sensor is viewing the surface being measured with an angle of 8° to the vertical. In order to prevent reflection of specular light from the sample surface, many instruments feature a gloss trap. This can be an “optical” gloss trap, a black-coated cavity outside the sphere. When the trap, which is arranged with an angle of -8° to the viewing opening, is open, the light which would otherwise be reflected from the interior wall of the sphere, will be eliminated and can therefore not illuminate the sample. As an equally adequate alternative, a numerical control of gloss is possible. Here an additional light source illuminates the measuring sample with a directional light beam at -8° to the sample normal. The relation between directional and diffuse reflection allows calculating the gloss component. The measuring system including gloss is named di:8°, whilst the measuring system excluding gloss is described as de:8°.
Another spherical geometry is d:0°, which is widely used throughout the paper industry. Likewise the d:8° geometry, here the sample is evenly diffusely illuminated. Viewing, however, is done vertically under 0°. Positioning the sensor opening in this manner automatically leads to a measuring system “excluding gloss”. The obtained measuring values are comparable to those under measuring geometry de:8°.
d:8° Geometry Diagram
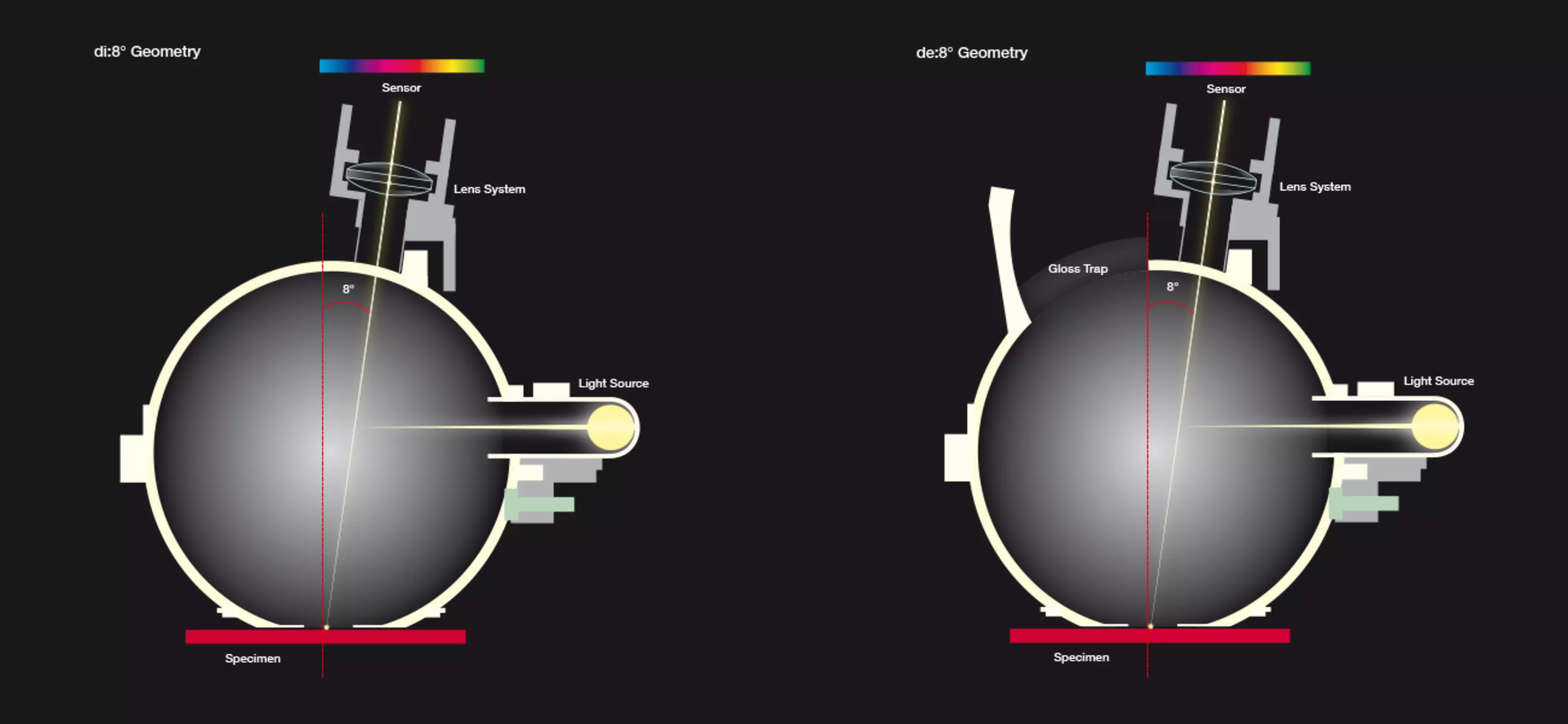
Spherical geometry d:8°; optionally with (de:8°0 or without (di:8°) gloss trap: the d:8° geometry features both possibilities
Effect-materials such as metal effect coatings cannot be adequately evaluated by any of the spherical geometries di:8° and de:8°or 45:0° geometry which is due to their dependence on illumination angle and viewing angle. In this case, it is necessary to take a measurement under various angles, whereby the sample is illuminated under 45°. The viewing angles are described as angle “Away of Specular“ with the identification code “as“. De facto standards are the angles 45°:as25°, 45°:as45° and 45°:as75°. In some cases additional combinations of angles are required, such as 45°:as15° or 45°:as110°.
A basic remark on measuring geometries: In fact it is possible to exchange the direction of illumination and the direction of viewing without any influence on the measuring result. Thus, d :8° and 8°:d or 45°:0° and 0°:45°are equivalent.
The three geometries for transmission measurement
In addition to measuring reflection, many benchtop instruments with spherical geometry also allow the measurement of transparent materials. To do this, the sample is placed into the transmission chamber of the instrument, which is located between the light exit port of the sphere and the light entry port of the sensor. The measuring port for reflection measurements is then covered by a white surface – usually the calibration standard is used for this purpose – which enables the transmission geometry of di:180°. Here the total transmission, consisting of diffuse and directional – regular - components is measured. If on the other hand a “gloss trap” is positioned at the measuring port, only the diffuse transmission is evaluated and the measuring geometry is named de:180°.For special measurement tasks special colour meters are available featuring the geometry 0°:180°, measuring only the regular components of transmission. These instruments are, however, not suitable as multi-task meters, as they cannot be used for reflection measurements.
Transmission Geometry Diagram
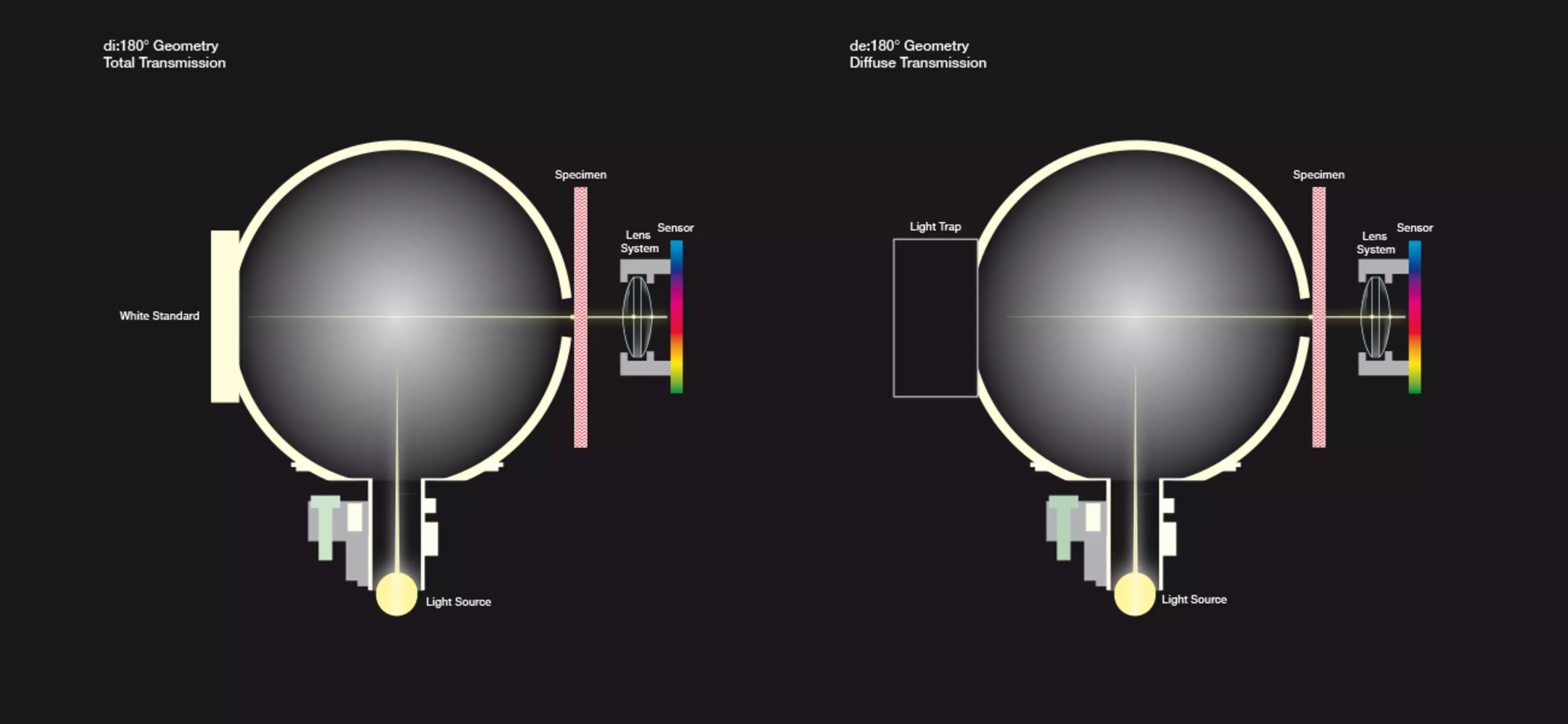
Measuring geometry d:180° for transmission measurement of liquid or solid specimen. As di:180° for the measurement of total transmission or as de:180° for the measurement of diffuse transmission only.
Which Measuring Geometry is best?
The type of measuring geometry to be used depends on the conclusion you wish to derive from the measuring result. If the measurement is supposed to closely correspond to the visual impression, the measuring result should be dependant on surface and gloss. Equally the eye always perceives the total impression of colour and surface. For this purpose measuring geometries excluding gloss offer the desired result because due to their optical construction they provide values which depend on gloss and surface conditons. The technical solution is like this: Illumination under an angle of 45°, measurement under an angle of 0°, application of a spherical geometry with diffuse illumination and measurement excluding gloss (de:8° or d:0°.
If on the other hand, it is intended to look into the material independent from the respective surface structure to detect such changes as changes of colorant and/or its concentration, the total reflection of the material has to be recorded. Here the surface reflection represents a constant unit (in case of paint and plastic about 4% of the total reflection). Its value remains unchanged for all variations of surface and has no influence on the measuring result.
Technical solution: In this case a colorimeter with spherical geometry and measurement including gloss is required (if the meter features a gloss trap, this must be closed). In this way the total reflection of the sample is recognized, independent from gloss and structure. This method is also recommended for Computer Colour Matching (CCM).
Expert Consultancy by Konica Minolta
As a professional manufacturer of colorimeters Konica Minolta offers a wide range of spectrophotometers and tri-stimulus instruments. The multitude of possible measuring tasks requires tailor made solutions. Personal, customized consultancy is highly supportive towards the right decision.