What is Inter-Instrument and Inter-Model Agreement
To agree or not to agree, that is the question…
Good drama combines monologue and dialogue. In industry, this combination is also present– in monologue, when carrying out colour comparisons on a single instrument and dialogue when comparing results from two instruments of different design, for example, those from a large benchtop spectrophotometer and a portable (handheld) instrument.
For those who need to measure colour as part of their quality control chain management this problem is well known – quality assurance in the laboratory is often carried out using a benchtop instrument while the measurements in production or in the field are taken using a portable spectrophotometer. More often than not the values received from each instrument differ significantly and are not directly comparable. In order to avoid this problem, we need to understand the effect of the technical setup (design and settings) and calibration on the inter-model agreement (the difference between two instruments of similar design, e.g. sphere type spectrophotometers).
This article will focus on the technology of sphere instruments as an example as this is the most common and frequently used design in benchtops and portables across industries.
Sphere spectrophotometer design
While the setup of sphere spectrophotometers is basically the same for all instruments, small differences have a significant effect. Each modern sphere instrument consists of a lamp that illuminates a white coated sphere. This in turn illuminates a sample with diffuse light, and a holographic grating that separates the light reflected from the sample into its spectral components which are then processed and evaluated by a sensor.
Light sources from different manufacturers are known to vary. Currently three types of lamps are used for light sources in instrumental quality control. These are: tungsten, xenon and LEDs. Each of them has advantages and disadvantages and all can be used for colour measurement. However it can be clearly stated that a uniform effect on all materials (and as such similar, comparable values) can only be achieved by using the same type of lamp in both types of instrument. Failing to do this will result in fluctuation in inter-model-agreement and thus lessen the comparability.
The white coating and the design of the sphere is also extremely important. International standards (e.g. CIE) state that the openings of a sphere shall not exceed 10% of the internal reflecting sphere area. This condition is harder to fulfill the smaller a sphere gets and the more apertures for additional sample viewing are implemented. Only with great care and controlled optical design can the results obtained between two sphere sizes be accurately compared.
In addition holographic gratings and the attached sensors are important. The optical setup of both can be seen together as one device – the monochromator. Using the same type of monochromator or sensor might at first appear favorable, but on closer examination instruments of different design might call for a slightly different sensor to fine-tune the whole system (one would not use the same type of motor for a racing car and a tractor).
To sum up a spectrophotometer design: It is the foundation of accurate inter-model-agreement for colorimetric systems and consists of finely tuned components with the same type of lamp.
But performance of a spectrophotometer is directly dependent on its calibration.
Konica Minolta Sensing Calibration Procedure
Spectrophotometer calibration
Spectrophotometers are calibrated using the spectral reflectance of a white calibration tile as the standard. To guarantee reliable performance, the spectral reflectance of the white calibration tile is important. Each manufacturer needs to comply with international standards for calibration, but the accuracy of the instrument itself and the inter-instrument-agreement (comparison of two or more units of the same model) is directly subject to the accuracy of the calibration procedure.
Konica Minolta has established its own original calibration system, and the calibration procedure as described below shall serve as an example of how to achieve consistent instrument performance.
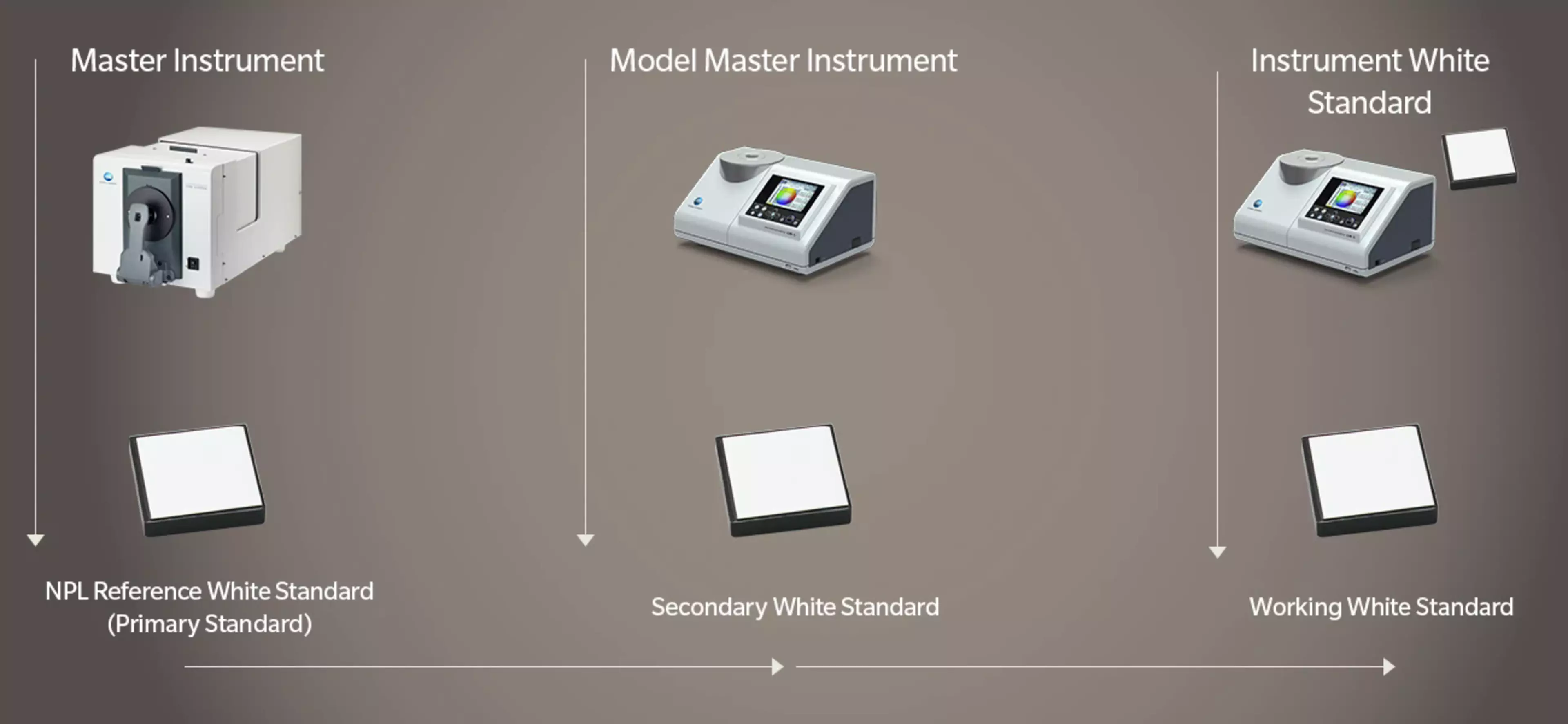
The initial basis for all calibration procedures is the main element so Konica Minolta uses a standard white calibration plate calibrated by NPL (National Physical Laboratory; the national standards organization in the UK) as the primary in-house standard. This NPL reference plate is then used to calibrate a barium sulfate (BaSO4) pressed surface, which has characteristics close to those of a perfectly diffuse surface and ensures relatively consistent reflectance characteristics for various instrument geometries.
The calibration values for this BaSO4 surface are determined by measuring it with the in-house master instrument Konica Minolta CM-3700d and are then transferred to a secondary standard white tile having good stability over time.
The secondary white calibration tile is then used to calibrate a model master body (e.g. CM-5 master). This calibrated model master body (which is now based on the master white tile calibration values) is used to determine the calibration values for a working standard white tile. To ensure reliable performance in this important procedure, the calibration of this working standard tile is performed annually.
As a final step, the calibration values for the white calibration tile of an instrument are determined based on the working standard white tile using a model master body.
For the spectrophotometers (all CM types), additional wavelength calibrations based on different lamp types, e.g. Mercury, guarantee unmatched wavelength precision. For some instruments (e.g. CM-3700d), additional measurements on holmium and didymium filters traceable to the NIST (National Institute of Standards and Technology; US) are performed.
To guarantee the highest performance available for spectrophotometers, all work is performed in an environment with strictly controlled temperature and humidity, and the model master bodies are exclusively controlled for traceability. Finally, all calibration inspection work is performed to the highest level.
The same quality standards are used in our service facilities all over the world, using model master bodies and secondary standard white tiles. This results in unmatched superior inter-instrument and inter-model-agreement for all measurement devices.

Sample presentation
In addition the ergonomic design and the sample presentation of an instrument affect the total performance. It is important that it is possible to present samples easily and in a repeatable manner and that handling does not create more variation than anything else. If we stay with the example of the benchtop and the portable, we need to ensure that both instruments can measure the material in more or less the same way.
While this is straight forward for plain and coated materials, it will become more difficult if the samples are not homogeneous or even wet. Here a sophisticated instrument design and functional accessories can help to solve the problem.
If as an example we look at granulates. The benchtop should be able to read granulate through the same type of glass cell as the portable, thus reducing measurement errors. In the picture to the right you can see a CM-5 top loader benchtop and a CM-700d portable upside-down measuring blue granulate using the same type of glass cell in a fixed position through the use of a cell holder (black retaining ring).
Both measurement principles guarantee inter-instrument-agreement as near as can be achieved between two different instrument designs as they are not only calibrated to the same standard but also eliminate errors caused by erroneous sample presentation thus minimizing differences.
If you need to communicate colour or compare values, you need to use professionally calibrated technology of the same design and control your environmental conditions and your sample presentation.