
Optische Display-Tests für die Automobilindustrie
Dieser Artikel (ursprünglich für die Publikation all-Electronics in 2019) erklärt, worauf es ankommt, wenn Entwickler ein hochwertiges Automobildisplay praxisgerecht an ihre Kollegen im Testfeld übergeben wollen.
Optische Display-Prüfung für die Automobilindustrie
Die strenge Prüfung von Displaytechnik, wie sie in der Unterhaltungselektronik in Entwicklung, Produktion und Qualitätssicherung üblich ist, sollte auch in der Automobilindustrie Anwendung finden. Bisherige Verfahren und der Einsatz von einfachen Bildverarbeitungskameras werden der Aufgabe jedoch oft nicht gerecht.
Die in Automobilen verwendeten Displays entwickeln sich rasant. Nicht nur die Größe und Auflösung nimmt ständig zu, so dass z.B. Diagonalen von 15,6 Zoll mit Auflösungen von 1920 × 1200 Pixeln Einzug in die Mittelklasse halten.
Auch gebogene Displays und Freiform-Displays finden sich inzwischen im Auto. Neben den lange Zeit dominierenden LCDs gibt es neue Technologien wie OLEDs, Head-up-Displays (HUDs) und in naher Zukunft auch Micro-LEDs. Bei der Beurteilung der Bildqualität stoßen die bisher erfolgreich eingesetzten Systeme oft an ihre Grenzen. So bestimmen die Experten die Homogenität von Leuchtdichte und Farbe eines Displays in der Regel durch Messung an neun Stellen, was aber den Anforderungen an die Gleichmäßigkeit hochauflösender Displays nicht gerecht wird, wenn sie eine „Trübung“ des Bildes ausschließen wollen.
Um auch kleinere Inhomogenitäten erfassen zu können, führt kein Weg an einer Kameralösung vorbei. Dem trägt der Black-Mura-Standard der Arbeitsgemeinschaft der Automobilhersteller im DFF (Deutsches Flachdisplay-Forum) Rechnung, der den Einsatz von Leuchtdichtekameras für die Bewertung hochwertiger Displays fordert, wobei die Auflösung der Kamera mindestens so groß sein sollte wie die des Displays. Sowohl die Kamera als auch die Software müssen Grundvoraussetzungen erfüllen, um im Labor und in der automatisierten Produktion zuverlässig, präzise, schnell und mit möglichst wenig Aufwand arbeiten zu können. Auf punktuelle Messgeräte wie Spektralradiometer, die eine hochpräzise Messung von Leuchtdichte und Farbe ermöglichen, wird in diesem Artikel nicht eingegangen, da sie eine ganzheitliche Charakterisierung von Displays nur mit großem Aufwand ermöglichen. Worauf sollten Sie also bei der Auswahl eines kamerabasierten Messsystems achten?
Abb. 1
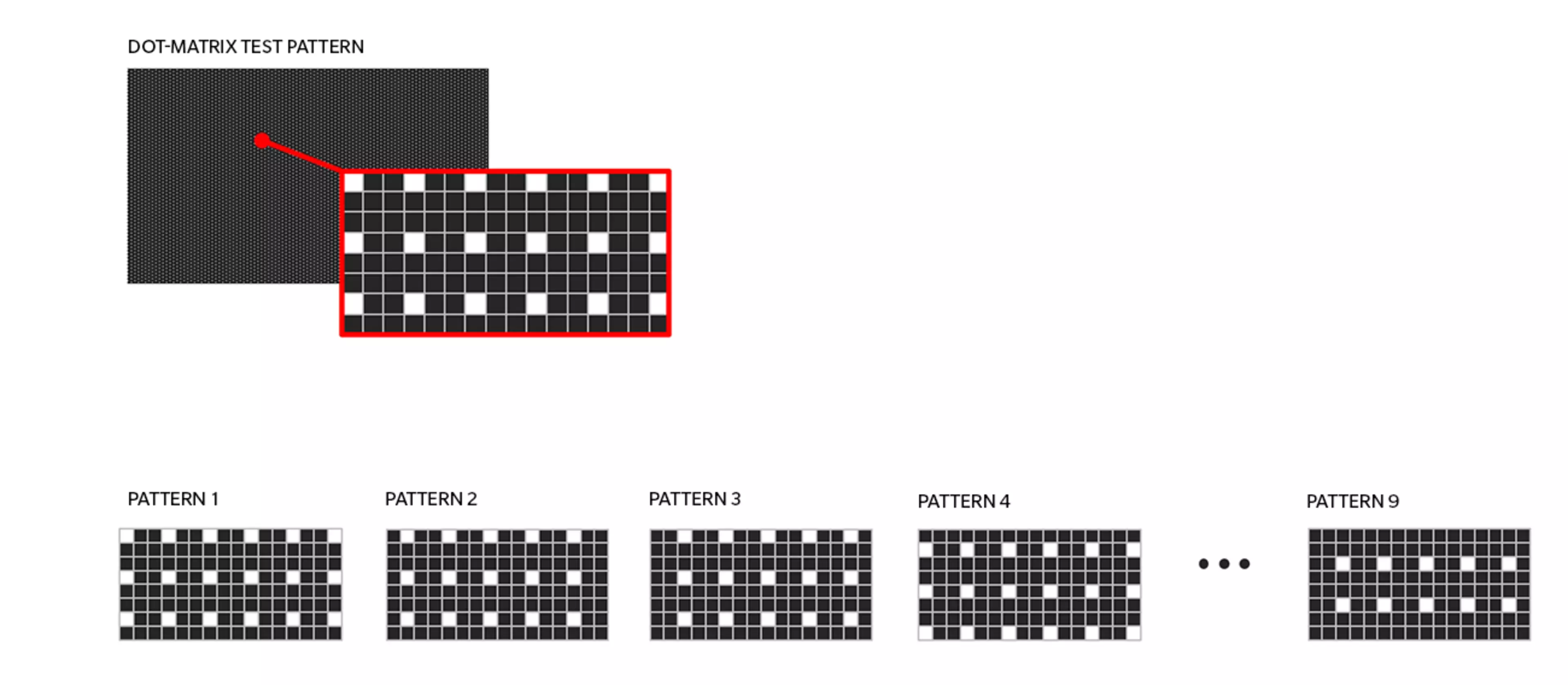
Abbildung 1: Die einzelnen Testmuster unterscheiden sich in den Pixeln, die hell oder dunkel angesteuert werden. In diesem Beispiel werden 9 Testmuster benötigt, die nacheinander gemessen werden, so dass jedes Pixel einmal hell angesteuert wird.
Auswahl des Messsystems
Der Gedanke an den Einsatz von Bildverarbeitungskameras ist naheliegend, da sie relativ kostengünstig sind. Da es jedoch darum geht, die Einhaltung von Leuchtdichte und Farbe der Displays im Rahmen genau vorgegebener Toleranzen zu überprüfen, scheiden diese Kameras mangels exakter Kalibrierung aus. Eine Anwenderkalibrierung dieser Systeme ist kritisch zu sehen, da sie nur für ein exakt einzuhaltendes Lichtspektrum gültig wäre. Dedizierte Leuchtdichte- und Farbmesskameras mit hochwertigen Farbfiltern sind daher eindeutig vorzuziehen.
Eine kalibrierte Leuchtdichte- und Farbmesskamera mit Peltier-gekühltem CCD-Chip ist einer Bildverarbeitungskamera überlegen, da sie die thermische Instabilität ausschaltet, die zu Schwankungen der Messwerte mit der Umgebungstemperatur führt. Die Kühlung des Kamerachips hat außerdem den Vorteil, dass das thermische Rauschen reduziert wird, was den Dynamikbereich erhöht und sich insbesondere bei der Messung dunkler Testbilder positiv auswirkt. Selbst sehr hohe Kontraste können noch genau charakterisiert werden.
Abb. 2
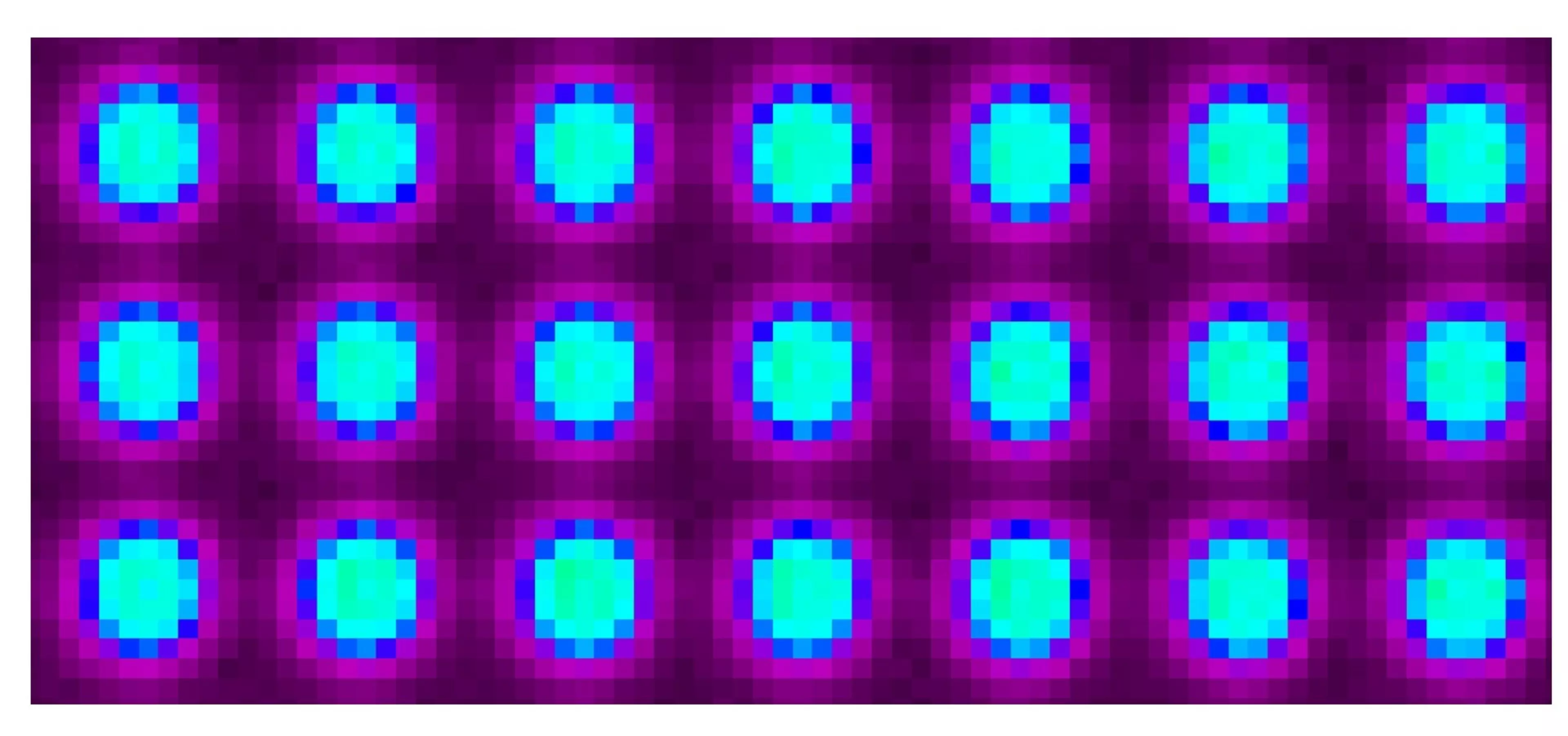
Abbildung 2: Im defokussierten Punktmatrixmuster werden die kleinen hellen Pixel zu größeren „Lichtpunkten“, so dass viele CCD-Pixel der Kamera Leuchtdichte und Farbe messen können.
Die wichtigsten Daten
Das beste Display - egal welcher Art - nützt wenig, wenn es nicht richtig getestet werden kann. Dieser Artikel erklärt, worauf es ankommt, wenn Entwickler ein hochwertiges Automobildisplay praxisgerecht an ihre Kollegen im Testfeld übergeben wollen. Nur mit einer geeigneten Systemlösung lassen sich die Ziele der Entwicklung auch wirklich in der Produktion umsetzen.
Ein weiterer Punkt, der gegen den Einsatz von Bildverarbeitungskameras spricht, sind die meist kleinen Pixelgrößen der CCD-Chips, die zu einer schlechten Quantenausbeute führen. Dadurch sinkt die Wahrscheinlichkeit, dass ein Photon ein elektronisches Signal erzeugt, erheblich. Die Erfahrung hat gezeigt, dass eine Kantenlänge der Pixel von 5 μm oder mehr bereits zu sehr guten Ergebnissen führt.
Anzeige
Auch wenn eine Kamera einen großen Dynamikbereich hat, kann es notwendig sein, im Rahmen einer Testsequenz bei hohen Leuchtdichten einen Neutraldichtefilter in den Strahlengang einzuschleusen, um eine Übersteuerung des CCD zu verhindern. Eine manuelle oder externe Lösung hierfür wäre bei einer automatisierten Prüfung zeitaufwendig, so dass idealerweise bereits in der Kamera ein zusätzliches Filterrad mit einem oder mehreren Neutraldichtefiltern unterschiedlicher Stärke für diesen Zweck vorgesehen ist, das über die Software gesteuert wird.
Abb. 3
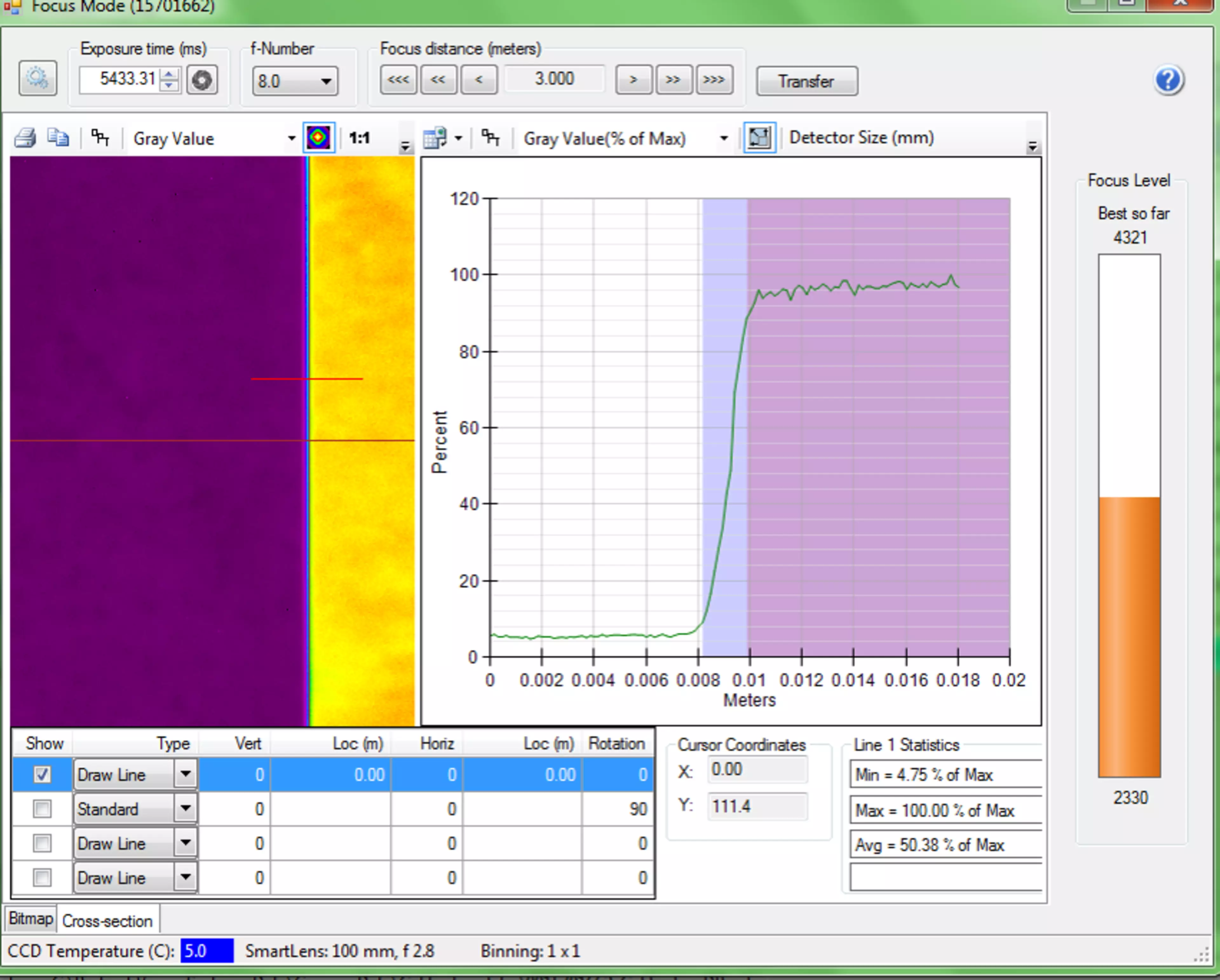
Bild 3: Links ist ein Dunkel-Licht-Übergang in Falschfarben auf dem Display dargestellt, wie ihn die Kamera sieht. Rechts ein Linienprofil der relativen Helligkeit über der Dunkel-Licht-Grenze. Das Objektiv fokussiert, bis das Linienprofil so steil wie möglich ist, und die Software bestimmt daraus den virtuellen Bildabstand.
Mit der Erhöhung der Auflösung der zu prüfenden Displays müssen auch die Leuchtdichte- und Farbmesskameras erhöht werden. Um einzelne Pixelfehler oder sogar Subpixel-Fehler zu erkennen, sollte eine hochempfindliche Leuchtdichte- und Farbmesskamera mindestens zwei bis drei Kamerapixel pro Display-Pixel oder Subpixel haben. Um dies mit einer Bildverarbeitungskamera zu erreichen, wären wesentlich mehr Kamerapixel erforderlich.
Eine speziell entwickelte Technologie und Software ermöglicht es, selbst mit einer Leuchtdichte- und Farbmesskamera, deren Auflösung geringer ist als die des zu prüfenden Displays, einzelne Pixelfehler zuverlässig zu erkennen. Auf dem Display wird eine Sequenz von Dot-Matrix-Testbildern angezeigt, die nach der so genannten Spaced-Pixel-Methode arbeitet (Abbildung 1). Die Software arbeitet im Idealfall vollautomatisch, zeigt die Testbilder direkt auf dem Display an, triggert die Einzelbilder und setzt die so gewonnenen Einzelbilder zu einem synthetischen Gesamtbild zusammen, das eventuell vorhandene Pixelfehler enthält. Das Programm identifiziert und dokumentiert die Fehler selbstständig.
Ein weiterer Vorteil dieser Methode ist, dass das Kameraobjektiv gezielt unscharf gestellt werden kann (Abbildung 2), um möglichst viele Kamerapixel pro Display-Pixel nutzen zu können. Dies erhöht die Anzahl der für die Messung nutzbaren CCD-Pixel und damit die Messgenauigkeit erheblich. Auch leichte Moiré-Störungen können defokussiert werden und sind daher in der Regel nicht mehr störend.
Abb. 4
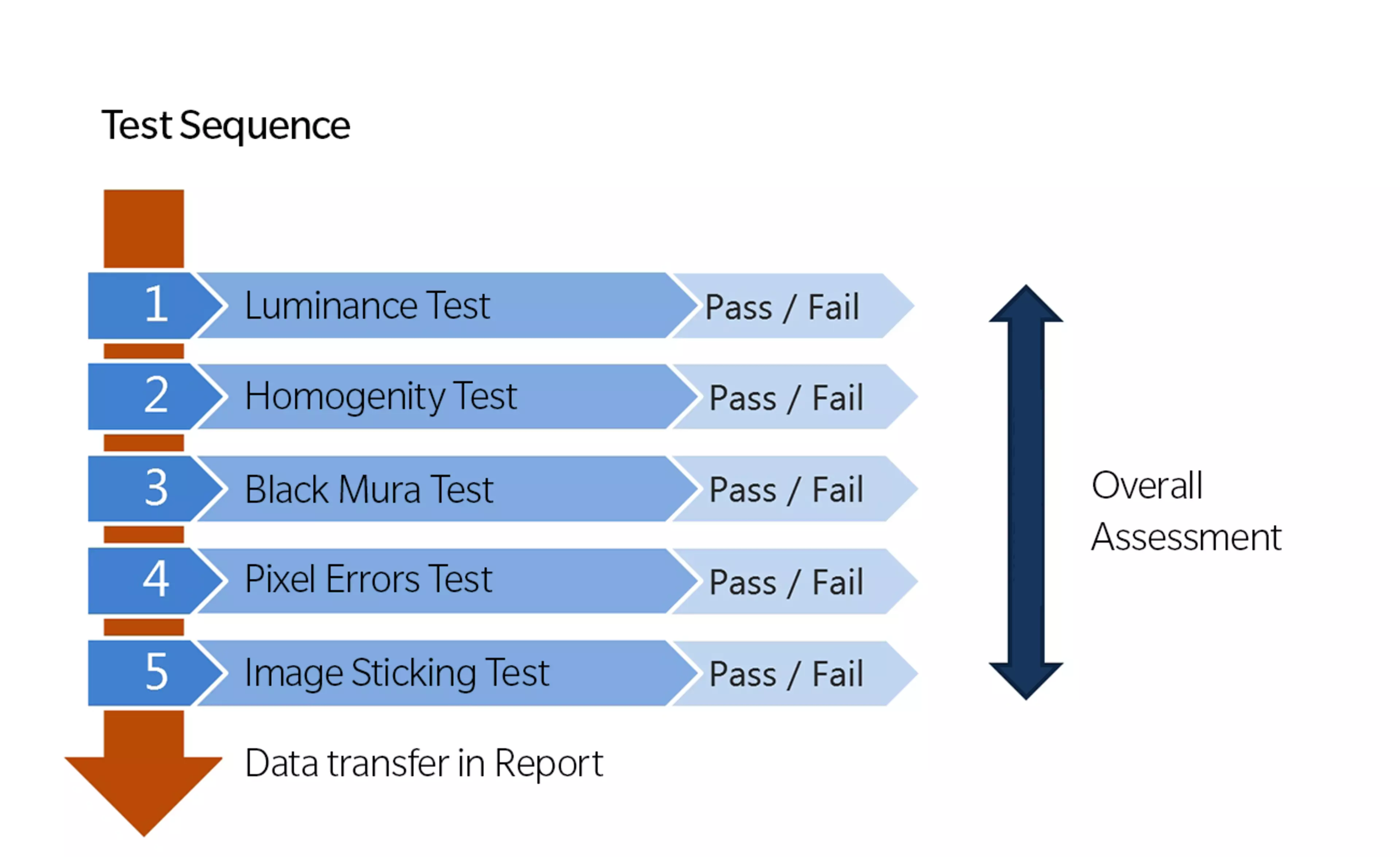
Abbildung 4: Fünf Einzeltests werden nacheinander durchgeführt, die jeweils mit „bestanden“ oder „nicht bestanden“ bewertet werden. Die Gesamtbewertung der Anzeige ergibt sich aus einer „und/oder“-Kombination der Einzelergebnisse. Vordefinierte Daten werden in einen Bericht aufgenommen.
Elektronische Linsen
Bei den in den Leuchtdichte- und Farbmesskameras namhafter Hersteller verwendeten Objektiven halten sich die optischen Abbildungsfehler meist in engen Grenzen. Zudem können sie durch geeignete Kalibrierungsmaßnahmen meist nahezu vollständig kompensiert werden, einschließlich der Kissenverzeichnung bei kurzbrennweitigen Objektiven. Elektronisch verstellbare Objektive haben zahlreiche Vorteile. Zum einen kann der Hersteller die Kamerasysteme vollautomatisch für eine Vielzahl von Messentfernungen kalibrieren. Im Gegensatz dazu werden manuelle Objektive aufgrund des manuellen Aufwands typischerweise nur für wenige, ausgewählte Messentfernungen (z. B. 3, min, mittel und max) kalibriert. Bei abweichenden realen Messabständen muss die Software zwischen diesen wenigen Stützpunkten interpolieren.
In der automatisierten Produktion gibt es weitere Nachteile, die den Anwender betreffen. So erfordern gebogene Displays und Freiform-Displays, aber auch MMIs (Man Machine Interfaces), auf denen neben einer Anzeige auch hinterleuchtete oder vertiefte Symbole zu betrachten sind, oft eine Fokussierung auf verschiedene Ebenen. Mit elektronischen Objektiven ist dies einfach zu realisieren, manuelle Objektive hingegen erfordern einen Mechanismus zum Bewegen der Kamera oder des Prüfobjekts.
Elektronische Objektive sind besonders vorteilhaft, wenn der virtuelle Bildabstand in HUDs bestimmt werden soll. Eine Autofokusfunktion macht dies auf einfachste Weise möglich (Abb. 3). Auch eine Änderung der Blende kann innerhalb eines Displaytests notwendig sein, um z.B. die Schärfentiefe oder die Lichtempfindlichkeit für verschiedene Aufnahmen anzupassen. Wenn dies mit einem einfachen Softwarebefehl geschieht, können automatisierte Tests viel einfacher durchgeführt werden.
Brennweiten
Die Brennweiten der Objektive haben isoliert betrachtet wenig Bedeutung für die erreichbaren Bildfeldgrößen beim Vergleich verschiedener Kameras. Zwar nimmt das Sichtfeld mit abnehmender Objektivbrennweite zu, aber auch die Abmessungen des CCD-Chips bestimmen maßgeblich die Größe des Sichtfelds, und bei Kameras zur Leuchtdichte- und Farbmessung gibt es viele verschiedene CCD-Größen. Selbst CCDs mit der gleichen Anzahl von Pixeln können sich aufgrund unterschiedlicher Pixelgrößen in ihrer Gesamtgröße erheblich unterscheiden.
Dies erklärt, warum Hersteller A für eine 5-Megapixel-Kamera zur Leuchtdichte- und Farbmessung mit einem 28-mm-Objektiv bei einem Messabstand von 1 m ein Sichtfeld von 282 mm × 236 mm (Pixelkantenlänge 3,45 μm) angibt, Hersteller B aber für seine 8-Megapixel-Kamera mit einem 35-mm-Objektiv bei gleichem Messabstand ein mehr als dreimal so großes Sichtfeld von 537 mm × 403 mm (Pixelkantenlänge 5,5 μm) angibt. Wenn der Messabstand für ein Display einer bestimmten Größe begrenzt ist, ist es sinnvoll, vom Kameraanbieter berechnen zu lassen, was bei gegebener Displaygröße, verfügbarem Messabstand und erforderlicher Kameraauflösung machbar ist.
Abb. 5
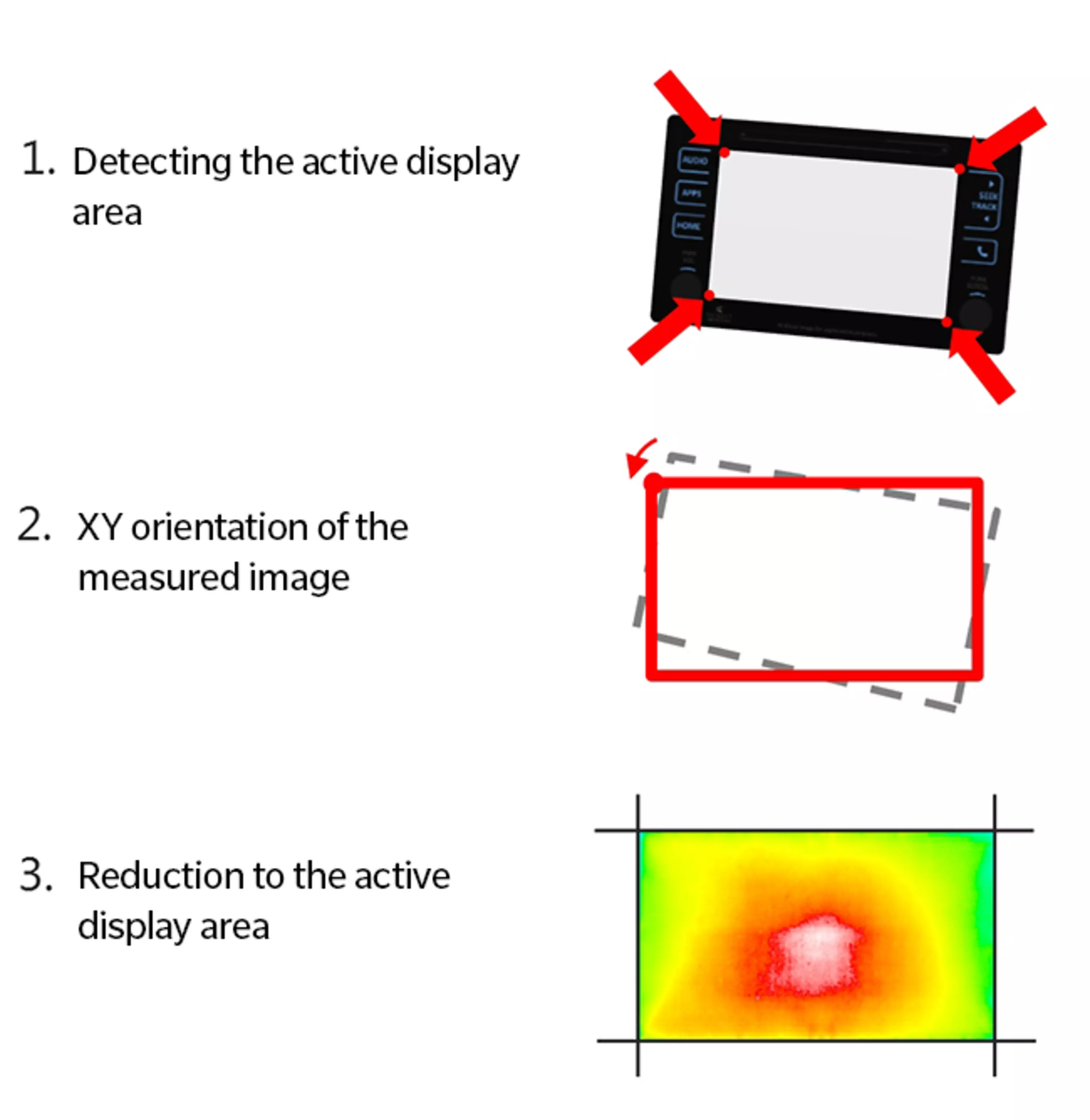
Abbildung 5: Die Software erkennt die Ecken des Displays in einer automatischen Routine, passt die Ausrichtung des Displays an das horizontale Bild an und verwirft die Bildbereiche, die über das Display hinausgehen. Dies geschieht mit wiederholbarer Genauigkeit und mit minimalen Auswirkungen auf die Messwerte.
Software
Die Softwarepakete für die Leuchtdichte- und Farbmesskameras sind mittlerweile sehr umfangreich, was die Auswertungsmöglichkeiten angeht. Beispiele sind Linienprofile, die auch Konturen folgen können, Falschfarben- und Quasi-3D-Darstellungen der Messwerte sowie die Erkennung und Überprüfung von Symbolen auf korrekte Größe, Farbe und Leuchtdichte. Auch ein Assistent, der Sie durch den bereits erwähnten Black-Mura-Test führt, ist in der Regel verfügbar. Anwender in Entwicklung und Qualitätssicherung, die wechselnde Analyseaufgaben zu lösen haben, können mit diesen Werkzeugen Displays, MMIs und Kombiinstrumente schnell charakterisieren und die Ergebnisse direkt dokumentieren.
Für wiederkehrende Messungen und Auswertungen, aber auch für die Integration in die automatisierte Produktion gibt es Software Developer Kits (SDKs). Bisher bieten jedoch nur wenige Hersteller eine komplette Software-Suite für den automatisierten Displaytest an. Im Idealfall kann der Anwender über eine Ablaufsteuerung einen kompletten Prüfablauf definieren, der automatisch abläuft (Abbildung 4).
Hier ist es möglich, jeden einzelnen Test des Ablaufs vollständig zu parametrieren, was auch die Auswahl von Testbildern aus einer Bibliothek einschließt. Das Programm spielt dann die Bilder zum gewünschten Zeitpunkt ab und kann bei Bedarf auch das Display, MMI oder Kombiinstrument über verschiedene Schnittstellen ansteuern. Die Parameter für ein „Bestehen“ oder „Nichtbestehen“ der Tests können ebenfalls ausgewählt werden. Bei der Prüfung auf Pixelfehler könnten dies z.B. die maximale Anzahl „toter“ oder „festsitzender“ Pixel oder Subpixel sowie die maximale Anzahl direkt benachbarter Pixelfehler sein.
Natürlich wird eine solche Software-Suite umso attraktiver, je mehr Werkzeuge sie für den Benutzer automatisiert. So ist es beispielsweise möglich, mit Hilfe der Bildverarbeitung die Ausrichtung des Displays zur Kamera zu erkennen, diese zu berücksichtigen und Bereiche des Kamerabildes zu entfernen, die nicht zum Display gehören (Abbildung 5). Damit entfällt die Notwendigkeit einer exakten Ausrichtung des Displays zur Kamera, was den Aufwand beim Bau von Prüfgeräten, insbesondere bei automatisierten Prüfungen, erheblich reduzieren kann. Auch die Arbeit im Labor wird dadurch erheblich erleichtert.
Moiré-Entfernung
Ein weiteres nützliches Werkzeug ist die automatische mathematische Moiré-Entfernung, d. h. die Beseitigung einer Interferenz zwischen der Auflösung der Kamera und der Auflösung des aufgenommenen Bildschirms (Abb. 6). Wir kennen diesen Effekt auch von Fernsehbildern mit feinen Mustern, zum Beispiel auf einem Hemd. Im Displaytest verhindern solche Artefakte natürlich eine Beurteilung von Homogenitäten und erschweren das Auffinden kleiner Defekte wie Einschlüsse oder tote Pixel. Im Gegensatz zu herkömmlichen Methoden wie dem absichtlichen Unschärfen, dem Kippen des Bildschirms oder der Vergrößerung des Abstands zwischen Kamera und Bildschirm bleiben kleine Defekte sichtbar und das volle Sichtfeld der Kamera kann weiterhin zur Aufnahme des Bildschirms genutzt werden.
Fazit
Neben all den genannten Punkten zu Kamera, Objektiv und Software, die bei der Auswahl eines Systems für den Displaytest sinnvollerweise zu berücksichtigen sind, sollte man sich auch frühzeitig Gedanken über die Umsetzung im Labor oder in der automatisierten Produktion machen, denn schließlich gilt es, vorgegebene Schnittstellen, Kommunikationsprotokolle und Datenformate zu berücksichtigen. Der Systemlieferant sollte, soweit erforderlich, Unterstützung leisten können. Wenn dann im Rahmen der Installation und Schulung gemeinsam mit dem Lieferanten Tests aufgebaut werden können, sollten die größten Hürden überwunden sein.
